Для установления комплекса механических свойств металлов образцы из исследуемого материала подвергают статическим и динамическим испытаниям.
Статическими называются испытания, при которых прилагаемая к образцу нагрузка возрастает медленно и плавно.
4.2.1. К статическим испытаниям относят испытание на растяжение, сжатие, кручение, изгиб, а также определение твердости. В результате испытаний на статическое растяжение, которое проводят на разрывных машинах, получают диаграмму растяжения (рис.4.6 а) и диаграмму условных напряжений (рис. 4.6 б) пластичного металла.

Рис. 4.6. Изменение деформации в зависимости от напряжения: а – диаграмма растяжения пластичного материала; б – диаграмма условных напряжений пластичного материала
Из графика видно, что сколь бы ни было мало приложенное напряжение, оно вызывает деформацию, причем начальные деформации являются всегда упругими и величина их находится в прямой зависимости от напряжения. На кривой, приведенной на диаграмме(рис. 4.6), упругая деформация характеризуется линией ОА и ее продолжением.
Выше точки А нарушается пропорциональность между напряжением и деформацией. Напряжение вызывает уже не только упругую, но и пластическую деформацию.
Представленная на рис. 4.6 зависимость между приложенным извне напряжением и вызванной им относительной деформацией характеризует механические свойства металлов:
Наклон прямой ОА (рис. 4.6а) показывает жесткость металла или характеристику того, как нагрузка, приложенная извне, изменяет межатомные расстояния, что в первом приближении характеризует силы межатомного притяжения; тангенс угла наклона прямой ОА пропорционален модулю упругости (Е), который численно равен частному от деления напряжения на относительную упругую деформацию (Е= s / e);
Напряжение s пц (рис. 4.6б), которое называется пределом пропорциональности, соответствует моменту появления пластической деформации. Чем точнее метод измерения деформации, тем ниже лежит точка А;
Напряжение s упр (рис. 4.1б), которое называется пределом упругости, и при котором пластическая деформация достигает заданной малой величины, установленной условиями. Часто используют значения остаточной деформации 0,001; 0,005; 0,02 и 0,05%. Соответствующие пределы упругости обозначают s 0,005, s 0,02 и т.д. Предел упругости – важная характеристика пружинных материалов, которые используют для упругих элементов приборов и машин;
Напряжение s 0,2 , которое называется условным пределомтекучести и которому соответствует пластическая деформация 0,2 %. Физический предел текучести s т определяется по диаграмме растяжения, когда на ней имеется площадка текучести. Однако при испытаниях на растяжение большинства сплавов площадки текучести на диаграммах нет Выбранная пластическая деформация 0,2 % достаточно точно характеризует переход от упругих деформаций к пластическим, а напряжение s 0,2 несложно определяется при испытаниях независимо от того, имеется или нет площадка текучести на диаграмме растяжения. Допустимое напряжение, которое используют в расчетах, выбирают обычно меньше s 0,2 в 1,5 раза;
Максимальное напряжение s в, которое называется временным сопротивлением, характеризует максимальную несущую способность материала, его прочность, предшествующую разрушению, и определяется по формуле
s в = Р max / F o
Допустимое напряжение, которое используют в расчетах, выбирают меньше s в в 2,4 раза.
Пластичность материала характеризуется относительным удлинением d и относительным сужением y:
d = [(l к – l о) / l о ] * 100,
y = [(F о – F к) / F о ] * 100,
где l о и F о – начальные длина и площадь поперечного сечения образца;
l к - конечная длина образца;
F к – площадь поперечного сечения в месте разрыва.
4.2.2. Твердость – способность материалов сопротивляться пластической или упругой деформации при внедрении в него более твердого тела, которое называется индентором.
Существует разные методы определения твердости.
Твердость по Бринеллю определяется как отношение нагрузки при вдавливании стального шарика в испытуемый материал к площади поверхности полученного сферического отпечатка (рис. 4.7а).
HB = 2P / pD ,
D – диаметр шарика, мм;
d – диаметр лунки, мм

Рис. 4.7. Схемы испытания на твердость: а – по Бринеллю; б – по Роквеллу; в – по Виккерсу
Твердость по Роквеллу определяется глубиной проникновения в испытуемый материал алмазного конуса с углом при вершине 120 о или закаленного шарика диаметром 1,588 мм (рис. 4.7.б).
Конус или шарик вдавливают двумя последовательными нагрузками:
Предварительной Р о = 10 н;
Общей Р = Р о + Р 1 , где Р 1 – основная нагрузка.
Твердость обозначается в условных единицах:
Для шкал А и С HR = 100 – (h – h o) / 0,002
Для шкалы В HR = 130 – (h – h о) / 0,002
Для определения твердости используется алмазный конус при нагрузке 60 Н (HRA), алмазный конус при нагрузке 150 Н (HRC) или стальной шарик диаметром 1,588 мм (HRB).
Твердость по Виккерсу измеряют для деталей малой толщины и тонких поверхностных слоев, полученных химико-термической обработкой.
Эта твердость определяется как отношение нагрузки при вдавливании в испытуемый материал алмазной четырехгранной пирамиды с углом между гранями 136 о к площади поверхности полученного пирамидального отпечатка (рис. 4.7.в):
HV = 2P * sin a/2 / d 2 = 1,854 P/d 2 ,
a = 136 о – угол между гранями;
d – среднее арифметическое длин обеих диагоналей, мм.
Величину HV находят по известному d согласно формуле или по расчетным таблицам согласно ГОСТ 2999-75.
Микротвердость, учитывая структурную неоднородность металла, применяют для измерения малых площадей образца. При этом вдавливают пирамиду как при определении твердости по Виккерсу, при нагрузке Р = 5-500 Н, а среднее арифметическое длин обеих диагоналей (d) измеряется в мкм. Для измерения микротвердости используется металлографический микроскоп.
4.2.3. Сопротивление материала разрушению при динамических нагрузках характеризует ударная вязкость. Её определяют (ГОСТ 9454-78) как удельную работу разрушения призматического образца с концентратором (надрезом) посередине одним ударом маятникового копра (рис. 4.8): КС = К / S o (К – работа разрушения; S o – площадь поперечного сечения образца в месте концентратора).
Рис. 4.8. Схема испытаний на ударную вязкость
Ударную вязкость (МДж/м 2) обозначают KCU, KCV и KCT. Буквы КС означают символ ударной вязкости, буквы U, V, T – вид концентратора: U-образный с радиусом надреза r н = 1 мм, V-образный с r н = 0,25 мм; T – трещина усталости, созданная в основании надреза; KCU – основной критерий ударной вязкости; KCV и KCT используют в специальных случаях.
Работа, затраченная на разрушение образца, определяется по формуле
А н = Р * l 1 (cos b - cos a),
где Р - масса маятника, кг;
l 1 – расстояние от оси маятника до его центра тяжести;
b - угол после удара;
a - угол до удара
4.2.4. Циклическая долговечность характеризует работоспособность материала в условиях многократно повторяющихся циклов напряжений. Цикл напряжений – совокупность изменения напряжения между двумя его предельными значениями s max и s min в течение периода Т (рис. 4.9).

Рис. 4.9. Синусоидальный цикл изменения напряжений
Различают симметричные циклы (R = -1) и асимметричные (R изменяется в широких пределах). Различные виды циклов характеризуют различные режимы работы деталей машин.
Процессы постепенного накопления повреждений в материале под действием циклических нагрузок, приводящие к изменению его свойств, образованию трещин, их развитию и разрушению, называют усталостью, а свойство противостоять усталости – выносливостью (ГОСТ 23207 – 78).
На усталость деталей машин влияют ряд факторов (рис. 4.10).

Рис. 4.10. Факторы, влияющие на усталостную прочность
Разрушение от усталости по сравнению с разрушением от статической нагрузки имеет ряд особенностей:
Оно происходит при напряжениях, меньших, чем при статической нагрузке, меньших пределах текучести или временного сопротивления;
Разрушение начинается на поверхности (или вблизи от нее) локально, в местах концентрации напряжений (деформации). Локальную концентрацию напряжений создают повреждения поверхности в результате циклического нагружения либо надрезы в виде следов обработки, воздействия среды;
Разрушение протекает в несколько стадий, характеризующих процессы накопления повреждений в материале, образования трещин усталости, постепенное развитие и слияние некоторых из них в одну магистральную трещину и быстрое окончательное разрушение;
Разрушение имеет характерное строение излома, отражающее последовательность процессов усталости. Излом состоит из очага разрушения (места образования микротрещин) и двух зон – усталости и долома (рис. 4.11).

Рис. 4.11. Схема излома усталостного разрушения: 1 – очаг зарождения трещины; 2 – зона усталости; 3 – зона долома
4.3. Конструкционная прочность металлов и сплавов
Конструкционная прочность металлов и сплавов – это комплекс прочностных свойств, которые находятся в наибольшей корреляции со служебными свойствами данного изделия.
Сопротивление материала хрупкому разрушению является важнейшей характеристикой, определяющей надежность работы конструкции.
Переход к хрупкому разрушению обусловлен рядом факторов:
Природой сплава (типом решетки, химическим составом, величиной зерна, загрязнением сплава);
Особенностью конструкции (наличием концентраторов напряжений);
Условиями эксплуатации (температурным режимом, наличием нагрузки на металл).
Существует несколько критериев оценки конструкционной прочности металлов и сплавов:
Критерии, определяющие надежность металлов против внезапных разрушений (критическая температура хрупкости; вязкость разрушения; работа, поглощаемая при распространении трещины; живучесть при циклическом нагружении);
Критерии, определяющие долговечность материала (усталостная прочность; контактная выносливость; износостойкость; коррозионная стойкость).
Для оценки надежности материала используют также параметры: 1) ударную вязкость KCV и КCT; 2) температурный порог хладноломкости t 50 . Однако эти параметры только качественные, непригодные для расчета на прочность.
Параметром KCV оценивают пригодность материала для сосудов давления, трубопроводов и других конструкций повышенной надежности.
Параметр KCT, определяемый на образцах с трещиной усталости у основания надреза, более показателен. Он характеризует работу развития трещины при ударном изгибе и оценивает способность материала тормозить начавшееся разрушение. Если материал имеет KCT = 0, то это означает, что процесс его разрушения идет без затраты работы. Такой материал хрупок, эксплуатационно ненадежен. И, наоборот, чем больше параметр KCT, определенный при рабочей температуре, тем выше надежность материала в условиях эксплуатации. KCT учитывают при выборе материала для конструкций особо ответственного назначения (летательных аппаратов, роторов турбин и т. п.).
Порог хладноломкости характеризует влияние снижения температуры на склонность материала к хрупкому разрушению. Его определяют по результатам ударных испытаний образцов с надрезом при понижающейся температуре.
На переход от вязкого разрушения к хрупкому указывают изменения строения излома и резкое снижение ударной вязкости (рис.4.12), наблюдаемое в интервале температур (t в – t х) (граничные значения температур вязкого и хрупкого разрушения).

Рис. 4.12. Влияние температуры испытания на процент вязкой составляющей в изломе (В) и ударную вязкость материала KCV, KCT
Строение излома изменяется от волокнистого матового при вязком разрушении (t > t в) до кристаллического блестящего при хрупком разрушении (t < t х). Порог хладноломкости обозначают интервалом температур (t в – t н) либо одной температурой t 50 , при которой в изломе образца имеется 50 % волокнистой составляющей, и величина КСТ снижается наполовину.
О пригодности материала для работы при заданной температуре судят по температурному запасу вязкости, равному разности температуры эксплуатации и t 50 . При этом, чем ниже температура перехода в хрупкое состояние по отношению к рабочей температуре, тем больше температурный запас вязкости и выше гарантия от хрупкого разрушения.
4.4. Пути повышения прочности металлов
Принято различать техническую и теоретическую прочность. Техническую прочность определяют значением свойств: предела упругости (s 0,05); предела текучести (s 0,2); предела прочности (s в); модуля упругости (Е); предела выносливости (s R).
Под теоретической прочностью понимают сопротивление деформации и разрушению, которое должны были бы иметь материалы согласно физическим расчетам с учетом сил межатомного взаимодействия и предположения, что два ряда атомов одновременно смещаются относительно друг друга под действием напряжения сдвига.
Исходя из кристаллического строения и межатомных сил можно ориентировочно определить теоретическую прочность металла по следующей формуле:
t теор » G / 2p,
где G – модуль сдвига.
Теоретическое значение прочности, рассчитываемое по указанной формуле, в 100 – 1000 раз больше технической прочности. Это связано с дефектами в кристаллическом строении, и прежде всего с существованием дислокаций. Прочность металлов не является линейной функцией плотности дислокаций (рис. 4.13).

Рис. 4.13. Схема зависимости сопротивления деформации от плотности и других дефектов в металлах:1 – теоретическая прочность; 2-4 – техническая прочность (2 – усы; 3 – чистые неупрочненные металлы; 4 –сплавы, упрочненные легированием, наклепом, термической или термомеханической обработкой)
Как видно из рисунка 4.13, минимальная прочность определяется некоторой критической плотностью дислокаций а , приближенно составляющей 10 6 – 10 8 см -2 . Эта величина относится к отожженным металлам. Величина s 0,2 отожженных металлов составляет 10 -5 – 10 -4 G . Если а > 10 12 – 10 13 см -2 , то в этом случае могут образоваться трещины.
Если плотность дислокаций (количество дефектов) меньше величины а (рис.4.13), то сопротивление деформации резко увеличивается и прочность быстро приближается к теоретической.
Повышение прочности достигается:
Созданием металлов и сплавов с бездефектной структурой, т.е. получение нитевидных кристаллов («усов»);
Повышение плотности дефектов, в том числе дислокаций, а также структурных препятствий, затрудняющих движение дислокаций;
Создание композиционных материалов.
4.5. Влияние нагрева на строение и свойства деформированного металла (рекристаллизация)
Пластическая деформация (рис. 4.14) приводит к созданию неустойчивого состояния материала из-за возросшей внутренней энергии (внутренних напряжений). Деформирование металла сопровождается его упрочнением или так называемым наклепом . Самопроизвольно должны происходить явления, возвращающие металл в более устойчивое структурное состояние.

Рис. 4.14. Влияние нагрева на механические свойства и структуру нагартованного металла
К самопроизвольным процессам, которые приводят пластически деформированный металл к более устойчивому состоянию, относятся снятие искажения кристаллической решетки, другие внутризеренные процессы и образование новых зерен. Для снятия напряжений кристаллической решетки не требуется высокой температуры, так как при этом происходит незначительное перемещение атомов. Уже небольшой нагрев (для железа 300 –400 о С) снимает искажения решетки, а именно уменьшает плотность дислокаций в результате их взаимного уничтожения, слияния блоков, уменьшения внутренних напряжений, уменьшения количества вакансий и т.д.
Исправление искаженной решетки в процессе нагрева деформированного металла называется возвратом или отдыхом. При этом твердость металла снижается на 20-30 % по сравнению с исходным, а пластичность возрастает.
Параллельно с возвратом при температуре 0,25 – 0,3 Т пл происходит полигонизация (сбор дислокаций в стенки) и образуется ячеистая структура.
Одним из способов снятия внутренних напряжений при деформации материалов является рекристаллизация. Рекристаллизация , т.е. образование новых зерен, протекает при более высоких температурах, чем возврат, может начаться с заметной скоростью после нагрева выше определенной температуры. Чем выше чистота металла, тем ниже температура рекристаллизации. Между температурами рекристаллизации и плавления существует связь:
Т рек = а * Т пл,
где а – коэффициент, зависящий от чистоты металла.
Для технически чистых металлов а = 0,3 – 0,4, для сплавов а = 0,8.
Температура рекристаллизации имеет важное практическое значение. Чтобы восстановить структуру и свойства наклепанного металла (например, при необходимости продолжить обработку давлением путем прокатки, протяжки, волочения и т.п.), его надо нагреть выше температуры рекристаллизации. Такая обработка называется рекристаллизационным отжигом.
Процесс рекристаллизации можно разделить на два этапа:
Первичную рекристаллизацию или рекристаллизацию обработки, когда вытянутые вследствие пластической деформации зерна превращаются в мелкие округлой формы беспорядочно ориентированные зерна;
Вторичную или собирательную рекристаллизацию, заключающуюся в росте зерен и протекающую при более высокой температуре.
Первичная кристаллизация заключается в образовании новых зерен. Это обычно мелкие зерна, возникающие на поверхностях раздела крупных деформированных зерен. Хотя в процессе нагрева и происходят внутризеренные процессы устранения дефектов (возврат, отдых), все же они, как правило, полностью не заканчиваются, с другой стороны, вновь образовавшееся зерно уже свободно от дефектов.
К концу первой стадии рекристаллизации можно получить структуру, состоящую только из очень мелких зерен, в поперечнике имеющих размер в несколько микрон. Но в этот момент наступает процесс вторичной кристаллизации, заключающийся в росте зерна.
Возможны три существенно различных механизма роста зерна:
- зародышевый, состоящий в том, что после первичной кристаллизации вновь возникают зародышевые центры новых кристаллов, их рост приводит к образованию новых зерен, но их меньше, чем зерен в исходном состоянии, и поэтому после завершения процесса рекристаллизации зерна в среднем станут крупнее;
- миграционный , состоящий в перемещении границы зерна и увеличении его размеров. Крупные зерна растут за счет «поедания» мелких;
- слияние зерен , состоящее в постепенном «растворении» границ зерен и объединении многих мелких зерен в одно крупное. При этом образуется разнозернистая структура с низкими механическими свойствами.
Реализация одного из основных механизмов роста зависит:
От температуры. При низких температурах рост идет за счет слияния зерен, при высоких – за счет миграции границ зерен;
От исходного состояния (от степени деформации). При малой степени деформации (3-8%) первичная рекристаллизация затруднена, и рост зерна идет за счет слияния зерен. В конце процесса образуются гигантские зерна. При большой степени деформации (более 10 %) слияние зерен затрудняется, и рост идет за счет миграции границ зерен. Образуются более мелкие зерна. Таким образом, после отжига получается равновесная структура, изменяются механические свойства, снимается наклеп металла, повышается пластичность.
Проведение технологических испытаний является, необходимой операцией, для подтверждения правильности выбранной конструкции биметаллического изделия и состава сплавов.
Для каждого типа дробильного оборудования роторного типа существует несколько схем проведения технологических испытаний, обладающих соответствующими достоинствами и недостатками.
Для тех типов оборудования, которые обладают массивными рабочими органами (более 30 кг) и равномерным характером горизонтального износа вдоль ротора, в случае сопоставимости физико-механических свойств дробимого сырья и четкого отражения в эксплуатационных журналах объемов его переработки, технологические испытания не представляют особой проблемы. К таким типам оборудования относятся все роторные и центробежные дробилки, а так же большинство типов молотковых дробилок. Технологические испытания в этом случае могут проводится в усеченных объемах, на неполных комплектах рабочих органов.
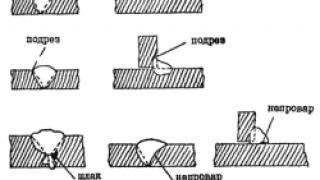
В случае наличия в молотковых дробилках зон повышенного горизонтального (как правило бокового) или вертикального износа (Рис.1), что, как правило, характерно для молотковых дробилок с массой молотков менее 30 кг, при неудовлетворительных результатах подбирается наиболее оптимальная граница между биметаллическими слоями, или в необходимых случаях изменяется конструкция всего изделия с изменением границы заливки с горизонтальной на наклонную (Рис.2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов. В таких случаях технологические испытания могут проходить несколько раз, до момента получения нужного результата.

рис.1 Различные виды локального износа: 1 – интенсивный боковой износ; 2 – интенсивный вертикальный износ. В обоих случаях более мягкая сталь подвергается более существенному износу.


рис.2 Изменение конструкции биметаллического изделия: с горизонтальной линии сочленения сплавов (1), на наклонную (2), полностью защищающую рабочую плоскость, как от вертикального износа, так и от попадания металлических предметов.
Наиболее сложными, в силу конструкционных особенностей оборудования, являются технологические испытания, проводимые на молотковых мельницах, в большинстве случаев обладающих неравномерным горизонтальным износом.
Этому способствуют следующие факторы:
Фактор № 1 Конструкционные особенности
Мельницы молотковые тангенциальные (ММТ) являются дробильным оборудованием замкнутого типа (Рис 3), с системой возврата в помольную камеру недоизмельченного материала из сепаратора с боковых сторон, что создает экстремальные зоны износа на крайних рядах ротора, с полным износом проушин и возникновением аварийных ситуаций из-за слетания их с билодержателей. (Рис.4)

Рис.3

Рис.4 Фото интенсивного износа било на боковых рядах
Фактор № 2 Неравномерность подачи угля
В дополнение к боковым зонам интенсивного износа, вызванными конструктивными особенностями оборудования очень часто добавляются зоны интенсивного горизонтального износа, вызванные неравномерностью поступления угля в помольную камеру (Рис.5)
 рис.5
рис.5
Неравномерное поступление угля, способствует формированию неравномерного контура износа бил (Рис 6.), что в свою очередь способствует такому негативному, но вполне объяснимому действию технического персонала стремящемуся снизить риски возникновения аварийных ситуаций, как к смене бил с неравномерным профилем (Рис.7) имеющим еще достаточно высокий остаточный эксплуатационный ресурс.
 рис.6
рис.6
 рис.7
рис.7
 рис.8
рис.8
Дополнительную сложность в корректировку подачи угля в помольную камеру вносит такой внешний фактор, как низкое качество литых бил из марганцовистых сталей, в первую очередь, наличие в рабочей части разно размерных пор и пустот, приводящих к формированию неравномерного профиля износа (Рис 8), даже в случае равномерной подачи угля.
Фактор № 3 Различная интенсивность и конфигурация вихревых потоков, образующихся в помольной камере
В связи с тем, что конструкционные особенности помольной камеры позволяют формировать футеровочные поверхности различных конфигураций, то и аэродинамические характеристики внутри камерной полости отличаются не только у машин на разных промышленных объектах, но, иногда, даже в пределах одного котло-турбиного цеха. Также перфорация дисков позволяет закреплять на них различное количество билодержателей – 3, 4, 6, 8 и формировать различное количество бил в мельнице вдоль ротора, что также существенно сказывается на характере динамических потоков.
Существует три схемы проведения технологических испытаний новых бил, каждая из которых обладает своими достоинствами, недостатками и методами компенсации этих недостатков.
| Параметры | Схемы разновеса | ||
| Полная | Половинная | Попеременная | |
| Схематическое изображение |  |
 |
 |
| Достоинства | Условия испытаний наиболее приближены к эксплуатационным режимам. | Соизмеримые нагрузки, одинаковое качество углей. Короткие сроки проведения испытаний. | |
| Недостатки | Недостоверность данных из-за несоизмеримости нагрузок и качества углей в условиях отсутствия средств индивидуального контроля за конкретной ММТ. Длительность проведения испытаний. | Недостоверность данных в случае неравномерного горизонтального износа; Возникновение биения ротора в результате различной интенсивности износа различных групп бил. | Недостоверность данных из-за повышенного износа более износостойких бил, берущих на себя повышенную нагрузку. |
| Методы компенсации недостатков | Статистические. Увеличение достоверности за счет большего количества испытаний и сравнения со статистически определенным базисом сравнения (средним эксплуатационным периодом). | Риск возникновения аварийных ситуаций из-за биения ротора не устраним. Недостоверность данных из-за неравномерности горизонтального износа устранима путем попеременной загрузки одних и тех же частей различными группами бил. | нет |
Введение. Составление программы испытаний турбогенератора
1 Рабочая программа испытаний турбогенератора ТВВ-63-2
1.1 Испытание повышенным напряжением частоты 50 Гц
1.2 Испытание изоляции обмотки повышенным выпрямленным напряжением
1.3 Определение характеристик генератора. Определение работоспособности промежуточного реле с катушкой из медного провода. Выбор реле максимального напряжения и добавочного термостабильного резистора для термокомпенсации. Определение начальной температуры обмотки статора электрической машины. Расчет намагничивающей и контрольной обмоток для испытания стали статора
Заключение
Введение
Одним из основных параметров работы любой электростанции и энергосистемы является непрерывность выработки энергии и снабжение ею потребителей. Непрерывность выработки энергии обеспечивается высокой надежностью всего энергетического - вспомогательного и основного, силового и слаботочного оборудования. Поэтому абсолютно все оборудование электростанции подвергается периодическим ремонтам и испытаниям: периодичность этих работ строго регламентируется ПТЭ и Нормами испытаний. Ни одно оборудование на электростанции не может быть включено в работу, если срок его ремонта и испытаний истек.
В данной курсовой работе составляется программа испытаний турбогенератора, определяется работоспособность промежуточного реле, выбирается реле максимального напряжения и добавочный термостабильный резистор, определяется начальная температура обмотки статора, а также производится расчет намагничивающей и контрольной обмоток для испытания стали статора.
I. Составление программы испытаний турбогенератора
Табл. 1.1 Основные параметры генератора
Тип турбогенератораТВФ-63-2Мощность номинальная78,75 МВА / 63 МВтНапряжение статора, номинальное10,5 кВТок статора, номинальный4330 АЁмкость одной фазы статора относительно земли и двух других заземленных фаз0,25 мкФСистема возбужденияВысокочастотная, ВТД-490-3000У3Сопротивление обмотки ротора, при 15 ºС0,103 ОмСистема охлаждения статораКосвенное, водородомСистема охлаждения ротораНепосредственное, водородом
1.1 Рабочая программа испытаний турбогенератора ТВВ-63-2
1.1.1 Испытание повышенным напряжением частоты 50 Гц
1. Условия проведения испытаний. схема статорной обмотки генератора разобрана, каждая фаза испытывается отдельно, две другие фазы закорочены и заземлены; обмотка генератора очищена от грязи, промыта и просушена; в системе охлаждения и по обмотке циркулирует дистиллят с удельным сопротивлением не ниже 75 кОм/см. Расход дистиллята номинальный; испытания проводятся в тёмное время суток при потушенном общем освещении машинного зала и включенном местном освещении. На последнем этапе местное освещение также отключается для наблюдения за коронированием обмотки статора; схема испытании приведена на рисунке 1.2. Испытательное напряжение вычисляется по формуле:
где - номинальное напряжение генератора; 3. Схема подключается на линейное напряжение, в котором меньше, чем в фазном высших гармоник, а следовательно, меньше возможность искажения синусоиды испытательного напряжения. 4. Перед началом испытаний необходимо отрегулировать пробивное напряжение разрядника FV на 110% испытательного напряжения:
Испытательная схема отключается от объекта испытаний, и испытательное напряжение поднимается на холостом ходу. Устанавливается заданное напряжение 21,12 кВ
, и шары разрядника сближаются до возникновения пробоя. Испытательное напряжение снижается до 50% и вновь поднимается до возникновения пробоя: напряжение пробоя разрядника должно быть в пределах (1,05-1,1) , то есть 20,16-21,12 кВ
. Контрольный пробой шарового разрядника FV производится трижды подъёмом напряжения с. Проведение испытаний повышенным напряжением частоты 50 Гц. Напряжение поднимается с нуля плавно, со скоростью около 2%/с-0,38 кВ/с. Следовательно вся процедура подъёма напряжения будет длится около 1-2 мин. В процессе подъёма напряжения необходимо прослушивать генератор на предмет возникновения потрескивания или шипения частичных разрядов. Одновременно необходимо наблюдать за обмоткой- не появится ли тление или искрение на поверхности обмотки. В процессе подъёма напряжения необходимо делать промежуточные отсчеты по вольтметрам и индикатору частичных разрядов. В случае расхождения в показаниях вольтметра или резкого возрастания показаний индикатора частичных разрядов подъём напряжения следует прекратить и немедленно выяснить причину ненормальности. При достижении полного испытательного напряжения оно выдерживается в течение 1 мин и плавно снижается до номинального напряжения. На номинальном напряжении в течение 5 мин изоляция проверяется визуально, для чего желательно полностью выключить освещение в машинном зале при соблюдении мер безопасности. При этом не должно наблюдаться сосредоточенное в отдельных точках свечение жёлтого и красного цвета, дым, тление бандажей и т.п. Голубое и белое свечение допускается. По выполнению наблюдений коронирования обмотки напряжение плавно снижается до нуля, обмотка разряжается и заземляется. Освещение машинного зала включается. Поочерёдно испытываются все три фазы обмотки статора. Необходимое оборудование. испытательная установка высокого напряжения согласно схеме на рисунке 1.1; секундомер пружинный с ценой деления 0,2 с; разрядно-заземляющая штанга; температура обмотки принимается как среднее значение показании штатного термоконтроля статора.
Рисунок 1.1 Схема установки для испытания генератора повышенным напряжением промышленной частоты 50 Гц.
1.1.2 Испытание изоляции обмотки повышенным выпрямленным напряжением
1 Условия проведения испытаний: схема обмотки статора разобрана, нейтраль разобрана; вода из обмотки статора слита, обмотка продута сжатым воздухом; испытания проводятся пофазно, две другие фазы при этом закорочены и заземлены. Напряжение поднимается пятью ступенями по 1/5 полного испытательного напряжения, кВ, На каждой ступени производится выдержка данного напряжения в течение 60 с. На каждой ступени производится измерение тока утечки через изоляцию через 15 с и 60 с после установления неизменного напряжения: и. По измеренным напряжению данной ступени и токам утечки и вычисляются для каждой ступени величины сопротивления изоляции для 15 с и 60 с, Ом,
На каждой ступени вычисляется коэффициент абсорбции,
В процессе испытаний строится график зависимости тока утечки от испытательного напряжения. Величина тока утечки не должна выходить за пределы, указанные в таблице 2.
Таблица 1.2 Предельные значения тока утечки от испытательного напряжения Кратность испытательного напряжения по отношению к номинальному / 0,511,5 и вышеТок утечки , мА0,250,51
Если в процессе подъёма напряжения величина тока утечки начнёт резко возрастать и выйдет за допустимые пределы, то испытания необходимо прекратить до выяснения причины резкого возрастания тока утечки. По достижению полного расчетного испытательного напряжения, оно выдерживается в течение одной минуты и далее плавно в течение двух минут снижается до нуля. По снижению напряжения до нуля необходимо разрядить обмотку наложением заземления через токоограничивающий резистор заземляющей штанги. Через 10 с необходимо наложить глухо заземление на вывод испытанной фазы. Вычисляется коэффициент нелинейности, где - наибольший ток утечки при полном испытательном напряжении; Ток утечки при испытательном напряжении, равном приблизительно 0,5×Uном генератора; Полное испытательное напряжение; Испытательное напряжение, равное приблизительно 0,5×Uном генератора. Коэффициент нелинейности должен быть меньше трёх. Измерительная аппаратура и оборудование. аппарат для испытания изоляции АИМ-90 (с миллиамперметром до 5мА). секундомер пружинный с ценой деления 0,2 с. разрядно-заземляющая штанга.
1.1.3 Определение характеристик генератора
1. Снятие характеристики трехфазного короткого замыкания (КЗ). 1.1 Условие проведения испытаний закоротки, устанавливаемые при снятии характеристики трёхфазного замыкания, должны быть рассчитаны на длительное протекание номинального тока генератора. 1.2 Характеристика КЗ в пределах не менее полуторократного номинального тока статора имеет прямолинейный характер, поэтому достаточно снять 4-5 точек характеристики до. 3 Если определение характеристики КЗ генератора не сопровождается изменением его потерь, то поддержание номинальной частоты вращения не обязательно. 4 Характеристика снимается при постепенном увеличении тока ротора и одновременной записи, установившихся значений на каждой ступени тока ротора и тока во всех фазах статора. 5 Отклонение характеристики КЗ, снятой при испытании от заводской должно находиться в пределах допустимых погрешностей измерений. Обращается особое внимание на то, чтобы характеристика стремилась к началу координат. В противном случае делаются повторные испытания, и если результат повторяется, то делается предположение о наличии витковых замыканий в обмотке ротора. В этом случае включение машины в работу не допускается. 2. Снятие характеристики холостого хода генератора (ХХ). 1 Перед подъёмом напряжения на генераторе для снятия характеристики измеряют остаточное напряжение на генераторе при разомкнутой обмотке ротора. 2 Для снятия характеристики холостого хода генератора производится плавный подъём напряжения до заданной величины при номинальной скорости вращения. Обычно напряжение на генераторе поднимается до 115% от номинального. Испытательное напряжение, кВ,
2.3 Во время проведения пусковых испытаний генератора снятие характеристики холостого хода совмещают с проверкой витковой изоляции. Для этого напряжение на генераторе поднимается до напряжения, соответствующего номинальному току ротора, но не ниже 130% номинального напряжения. Продолжительность такого испытания - 5 мин.
Испытательное напряжение, кВ,
Снижая напряжение на генераторе, снимают основные точки характеристики. Последняя точка снимается при отключенном токе возбуждения. Всего снимают 10-15 точек примерно на равных интервалах напряжения. Полученную характеристику холостого хода смещают на D
i
0
.
4 Отсчет показаний приборов производится только при установившихся параметрах одновременно на всех приборах по команде руководителя испытаний или наблюдателя, измеряющего ток ротора. Как отсчет, так и запись показаний приборов производится в делениях шкалы с указанием предела измерения. 5 После окончания измерений до разбора схемы необходимо построить характеристику и убедиться в отсутствии большого числа сомнительных точек, затрудняющих построение характеристики. 6 Для получения характеристики холостого хода в области повышенного напряжения, без значительного повышения напряжения на генераторе, ее снимают при пониженной скорости вращения с последующим пересчетом по формуле
где U
НОМ
- напряжение при номинальной скорости вращения; n
НОМ
- номинальная скорость вращения; n
1
- скорость вращения, при которой производились измерения. 7 Одновременно со снятием характеристики холостого хода при проведении пуско-наладочных испытаний проверяют симметрию напряжения. Для этого при установившемся режиме, близком к номинальному, измеряются напряжения между тремя фазами. Измерение производится одним вольтметром, что повышает точность измерения. Несимметрия напряжения D
U
определяется отношением разности между наибольшим U
MAX
и наименьшим U
MIN
измеренными напряжениями к среднему его значению линейного напряжения U
СР
:
Коэффициент несимметричности не должен превышать 5%. 8 По характеристике холостого хода определяется ток ротора, соответствующий номинальному напряжению генератора на холостом ходу. Он должен соответствовать расчетному значению. Если ток ротора выше расчетного, то следует искать ошибки в расчетах или монтаже (увеличенный воздушный зазор или неправильная установка ротора по высоте, отклонения в качестве стали). 9 Измерительная аппаратура и оборудование. вольтметр класса 0,5 или 0,2, подключающийся через «вольтметровый ключ», позволяющий в процессе испытаний быстро переключать вольтметр на другие линейные напряжения; частотомер с пределами 45-55 Гц, а для снятия характеристики холостого хода при пониженной частоте- частотомер с низким пределом измерения 40Гц; милливольтметр класса 0,2, подключенный к штатному или специально установленному в цепи ротора шунту класса 0,2.
Рис.1.2 Схема снятие характеристик трехфазного короткого замыкания и холостого хода
II. Определение работоспособности промежуточного реле с катушкой из медного провода
Таблица 2.1 Исходные данные Номинальное напряжение реле, , В110Минимальное напряжение срабатывания реле, , В100Сопротивление катушки реле при 20 ºС, , Ом8500Максимальная температура реле, , ºС85Номинальное напряжение сети постоянного тока, , В110
Минимальное напряжение сети оперативного постоянного тока, при котором схема должна работать, В:
Минимальный ток срабатывания реле, А:
Сопротивление обмотки реле при максимальной температуре 85 ºС, Ом:
3 Ток в горячей обмотке реле с сопротивлением 10039 Ом при возможном минимальном напряжении в сети постоянного тока, А:
Заключение о работоспособности реле. Так как ток в обмотке реле в самом тяжёлом режиме меньше минимального тока срабатывания реле, то можно сделать вывод о невозможности применения исследуемого реле в данных условиях.
III. Выбор реле максимального напряжения и добавочного термостабильного резистора для термокомпенсации
Таблица 3.1 Исходные данные Требуемое напряжение срабатывания реле, Uмср, В55Допустимая погрешность срабатывания, %2Диапазон изменения температуры реле, ºС10 - 30
Изменение сопротивления обмотки реле, %,
В заданном диапазоне температур сопротивление обмотки реле, а следовательно и напряжение срабатывания изменяются на 8%. Для решения поставленной задачи необходимо применить схему, в которой ток, протекающий через реле не зависел бы от температуры реле. По /2,табл.3-5/ выбираем низковольтное реле РН51/6.4, имеющее следующие характеристики: Все остальное напряжение 55-6,4=48,6 В
погашается на сопротивлении резистора, выполненного из температуронезависимого резистивного материала - константана или манганина.
Сопротивление добавочного резистора, Ом,
Суммарное изменение сопротивления цепи реле с добавленным резистором в заданном диапазоне температур, %,
Так как суммарное изменение сопротивления цепи реле с добавленным резистором, а значит и изменение сопротивления срабатывания реле не превысило 2% - предельно допустимой нормы, то можно сделать вывод о возможности применения рассчитанного реле и резистора в заданном диапазоне температур.
IV. Определение начальной температуры обмотки статора электрической машины
турбогенератор реле резистор статор Таблица 4.1 Исходные данные Отсчет№12345Времяt, c10204090160Перегрев0C57,955,952,344,937,9 Расчет производится графически (рис 4.1) и в цифровой форме. Определяется постоянная времени остывания, Т, с:
где t -
отрезок времени; q
Н
- перегрев машины в начале отрезка времени t
i
; q
- перегрев машины в конце отрезка времени t
i
. За расчетное значение постоянной времени остывания берется среднеарифметическое значение ТСР:
Начальный перегрев машины аналитическим методом:
t
ОКР
=
200
С
q
ОБМ
=
q
Н
+ t
ОКР
;
q
ОБМ
=
59,67+20 =79,67 0
С
.
Рис. 4.1 Процесс остывания электрической машины после ее отключения в полулогарифмических координатах.
Начальный перегрев машины графическим методом:
Начальная температура обмотки статора электрической машины при температуре окружающей среды t
ОКР
=
200
С
q
ОБМ
=
q
Н
+ t
ОКР
;
q
ОБМ
=
59,74+ 20 = 79,74 0С.
Разница между аналитическим и графическим методом 0,09%.
Рис. 4.2 Схема измерения сопротивления обмотки статора электрической машины непосредственно после ее отключения
V. Расчет намагничивающей и контрольной обмоток для испытания стали статора
Таблица 5.1 Исходные данные Наружный диаметр, dH, M3,05Внутренний диаметр, dB, м1,36Полная длина спинки статора, l, м6,7Ширина вентиляционного канала, lк, м0,01Число вентиляционных каналов, n60Высота зуба статора, hэ, м0,27Коэффициент заполнения стали, k0,93Теплоемкость стали, m, кВт×ч/(кг×град)1,429 × 10-4
Принимается, что 1/3 мощности расходуется на потери во внешнюю среду на конвекцию и лучеиспускание. Для питания обмоток намагничивания выбирается напряжение 380 В. Число витков намагничивающей и контрольной обмоток. Потребляемый намагничивающей обмоткой ток, активную и полную мощности. Скорость нагрева активной стали. Длина спинки:
Высота спинки:
Чистое сечение спинки:
Средний диаметр спинки:
Масса активной стали статора:
Требуемая скорость подъема температуры a = 5 0С/ч. Необходимая для этого мощность:
Определяется значение индукции для создания удельных потерь р
0
= 1,072 Вт/кг /1,таблица и рис.3/ В =
0,825 Тл. Если включить намагничивающую обмотку на линейное напряжение сети собственных нужд 380 В, то потребуется следующее число витков:
Практически невозможно создать дробное число витков. Поэтому выбираем один виток W
=1. При этом индуктивное сопротивление намагничивающей обмотки неизбежно уменьшится против расчетного значения, ток намагничивания и индукция - увеличатся. Можно воспользоваться переключением отпаек трансформатора собственных нужд и переключить его на минимальное напряжение (+10% номинального) 418 В. данное напряжение позволит создать в статоре индукцию:
Для создания индукции В = 0,577 Тл по графику /1, рис.3/ определяем требуемые удельные ампер-витки:0 = 71 А-в/м
Полные ампер-витки:
При одном витке W
= 1 ток намагничивания численно равен: = AW / W,=
552 /1 = 552 A.
Полная мощность намагничивающей обмотки: = I
×
U,=
552 × 418 = 230,7 кВА
.
Активная мощность при индукции В = 0,577 Тл вычисляется по величине удельных потерь /1, рис.3/ р0 = 0,621 Вт/кг:
Р = р
0
×
G,
Р =
0,621 × 197799,525 = 122833,505Вт =122,8 кВт.
Коэффициент мощности схемы намагничивания:
Кабель для обмотки намагничивания, исходя из допускаемой в данном случае плотности тока j = 2,0 А/мм2, должен быть сечением не менее:
Учитывая, что напряжение на контрольной обмотке при равном числе витков с намагничивающей обмоткой будет близким к напряжению 380 В
, выбираем для контрольной обмотки один виток W
К
= 1, ЭДС контрольной обмотки при индукции в статоре В
= 1 Тл
определяется:
Добавочный резистор R (рис. 5.1) для вольтметра 300 В, 150 дел. и внутренним сопротивлением RВ = 30 кОм выбирается таким образом, чтобы при 724 В (соответствует В=1 Тл) его показания были бы равны 100 делениям:
Рис. 5.1 Схема индукционного нагрева статора генератора намагничиванием стали статора
Заключение
В данной курсовой работе была составлена программа испытаний для турбогенератора. Была определена работоспособность промежуточного реле в определенных условиях, также выбрано реле максимального напряжения и добавочный термостабильный резистор для термокомпенсации. Также был произведен расчет для определения начальной температуры, графическим и аналитическим методами. Рассчитаны, для определенных генераторов, контрольные и намагничивающие обмотки.
Библиографический список источников информации
1.Объемы и нормы испытания электрооборудования / Под. общ. ред. Б.А. Алексеева, Ф.Л. Когана, Л.Г. Мамикоянца. - 6-е изд. - М.: НЦ ЭНАС, 1998.
2.Справочник по наладке электрооборудования электрических станций и подстанций / Под. ред. Э.С. Мусаэляна - М.: Энергоатомиздат, 1984.
.Мусаэлян Э.С. Наладка и испытания электрооборудования электрических станций и подстанций. - М.: Энергоатомиздат, 1986.
Для разных изделий применяются разные виды и марки металлов и сплавов. Выбор обычно основывается на характеристиках материалов. При проектировании любой конструкции учитываются свойства и испытания металлов, которым они были подвержены.
Производимые испытания над разного рода металлами помогают определить механические, термические, химические свойства металлов. Соответственно, в зависимости от выявляемых свойств металла, проводятся и определенные виды испытаний.
О том, какие свойства и испытания металлов имеют большое значение, и какими они бывают мы и поговорим далее.
Свойства металлов.
Каждый вид металла имеет определенный набор свойств - механических, технологических и эксплуатационных, которые характеризуют его способность к нагреву и охлаждению, свариванию, устойчивость к большим нагрузкам и прочее. Наиболее важные из них следующие:
- литейные - эти свойства металла важны при отливе, для качественных отливок;
- жидкотекучесть;
- усадка (т.е. изменение объемов и размеров при охлаждении и затвердевании);
- ликвация (химический состав может быть неоднородным по объему);
- свариваемость (важно при проведении сварочных работ, оценивается это свойство уже по готовому сварному соединению);
- обработка давлением - важно как металл реагирует на внешние нагрузки, не разрушается ли он под давлением;
- обработка резанием - обозначает поведение металла под воздействием разных режущих инструментов;
- ударная вязкость;
- износостойкость - сопротивление металла к поверхностным разрушениям под воздействием трения;
- коррозионная стойкость - стойкость к воздействию щелочных сред, кислот;
- жаростойкость - сопротивление окислению под воздействием высоких температур;
- жаропрочность - материал должен сохранять все свои свойства даже под воздействием высоких температур;
- хладостойкость - сохранение пластичности металла при низких температурах;
- антифрикционность - свойство, характеризующееся тем, как металл может прирабатываться к другим материалам.
Все эти свойства выявляются в ходе испытаний: механических, химических и прочих.
Механические испытания металлов.
При проведении таких испытаний на металл оказывают разную нагрузку - динамическую (ударное увеличение напряжения в металле) или статическую (постепенное увеличение напряжения).
В ходе нагрузок в металле могут возникать разные виды напряжения:
- сдвиговое;
- растягивающее;
- сжимающее.
Так, например, при скручивании металла в материале возникает сдвиговое напряжение, тогда как разгибание или сгибания приводят одновременно к сжимающему и растягивающему напряжению.
Согласно этим нагрузкам и возникающему напряжению могут проводиться такие виды механических испытаний:
- на растяжение;
- на изгиб;
- на удар (определяется ударная вязкость металла).
Кроме того механические испытания предполагают проверку на усталость материала (обычно при изгибе), на глубокую вытяжку и ползучесть. Также проводятся испытания на твердость, которые осуществляются методом вдавливания и динамическим способом (на металл скидывают боек с наконечником из алмаза).

Химические испытания металлов.
Методы химических испытаний применяют для того, чтобы определить состав металла, его качество и пр. В ходе таких испытаний обычно выявляется наличие ненужных и нежелательных примесей, а также количество легирующих примесей.
Химические испытания также помогают получить оценку стойкости металла к воздействию разных реагентов.
Один из видов таких испытаний - это селективное воздействие определенными химическими растворами. Это помогает определить такие показатели, как пористость, количество включений, сегрегации и прочее.
Испытания методом контактных отпечатков необходимы для определения уровня содержания в металле фосфора и серы.
Сезонное растрескивание металла определяется с помощью специальных растворов, воздействию которых подвергается материал. Проводится и ряд других испытаний.
Оптические и физические испытания.
В ходе испытаний металл не только подвергают разного рода воздействиям, но и тщательным образом исследуют под микроскопом. Такие исследования позволяют оценить качество металла, его пригодность, структурные характеристики и прочее.
Кроме того металлы подвергаются радиографическому контролю. Эти исследования осуществляются с помощью гамма-излучения и жесткого рентгеновского излучения. Такой контроль позволяет определить имеющиеся дефекты в металле. Часто радиографическому исследованию подвергаются сварные швы.
Существует также ряд других методов контроля, которым подвергается металл. Среди них:
- Магнитно-порошковый - применяется только для никеля, железа и кобальта, а также их сплавов. Этим методом определяются дефекты некоторых видов стали.
- Ультразвуковой - также позволяет выявлять дефекты только с помощью импульса ультразвука.
- Специальные методы - это и прослушивание со стетоскопом, и испытания на циклическую вязкость и пр.
Все эти испытания, в том числе контрольные, очень важны: они помогают определить какие металлы подходят для разных конструкций, каким обработкам можно подвергать материал, какие режимы сварки использовать и прочее.
ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ИСПЫТАНИЙ
Испытания являются одним из этапов создания готовой продукции, от которых в значительной степени зависят качество, надежность, долговечность и в конечном итоге, конкурентоспособность изделий.
Определение процесса испытаний.
Понятием “испытание” охватывается большой комплекс работ, включающих в себя: экспериментальное определение основных параметров и характеристик изделий, экспериментальную отработку конструкции сборочных единиц, агрегатов и изделий в целом.
В процессе испытаний отрабатывают режимы работ, запуск и включение изделия. Конечной целью экспериментальной отработки является создание изделия, наилучшим образом удовлетворяющего техническим требованиям на проектирование изделия. В ряде случаев по результатам испытаний оказывается необходимым не только изменять конструкцию отдельных сборочных единиц и агрегатов, а и существенно изменять общую схему машины.
Основными задачами испытаний изделий являются:
Оценка правильности конструкции и рабочей схемы агрегатов и изделия в целом, корректировка их в процессе отработки;
Проверка и отработка функционирования агрегатов, сборочных единиц и самого изделия в эксплуатационных условиях, отработка их взаимодействия в общей конструктивной схеме;
Определение основных параметров и характеристик агрегатов и изделия в полном эксплуатационном диапазоне условий их применения;
Исследование и устранение причин, обнаруженных в процессе испытаний неисправностей, которые могут привести изделие в неработоспособное состояние при работе изделия на стенде или в реальных условиях;
Испытания назначаются в соответствии с требованиями конструкторской документации и в тесной связи с основными значениями проектных параметров изделия, принципами разработки его конструкции и являются частью общего процесса создания изделий.
Объект (изделие, продукция и т.п.);
Средства проведения испытаний (испытательное оборудование, поверочные и регистрирующие средства);
Исполнитель испытаний;
НТД на испытания (программа, методика).
Подконтрольная
эксплуатация,
эксплуатационные
периодические,
инспекционные
ИСПЫТАНИЯ
Техническая операция, заключающаяся в установлении одной или нескольких характеристик данной продукции, процесса или услуги в соответствии с установленной процедурой.
В систему испытаний входят следующие основные элементы:
1. Объект (изделие, продукция)
3. Средства для проведения испытаний и замеров (испытательное оборудование и поверочные или регистрирующие средства)
4. Исполнитель испытания
5. НТД на испытания (программа, методика).
Классификация основных видов испытаний
Этап исследования
Исследовательские – при необходимости проводят на любых стадиях жизненного цикла продукции.
Так материалы покупные могут проверяться перед началом изготовления изделия, части изделия изготовленные – при операционном.
Исследовательские испытания проводят для изучения поведения объекта при том или ином внешнем воздействующем факторе, или в том случае если нет необходимого объема информации.
В цехах опытного производства по эскизам изготавливают модели, макеты, опытные образцы, которые затем испытывают.
В процессе исследовательских испытаний оценивают работоспособность, правильность конструкторского решения, возможные характеристики, закономерности и тенденции изменения параметров и т.д.
Исследовательские испытания в основном проводят на типовом представителе.
На этапе исследований
Исследовательские испытания проводят как определительные или как оценочные.
Определительные- цель – нахождение значений одной или нескольких величин с заданной точностью и достоверностью.
Оценочные – испытания, предназначенные для установления факта годности объекта испытания.
На этапе разработки
Доводочные испытания – на стадии НИОКР для оценки влияния вносимых в техническую документацию изменений, чтобы обеспечить требуемые показатели качества продукции. Необходимость доводочных испытаний определяет разработчик. Испытаниям подвергают опытные и головные образцы продукции и ее составных частей. При необходимости разработчик привлекает изготовителя к испытаниям.
Предварительные испытания – определение возможности предъявления образцов на приемочные испытания.
Испытания проводят в соответствии со стандартом или другими документами.
При отсутствии этих документов решение о проведении принимает разработчик.
Программа предварительных испытаний максимально приближена к условиям эксплуатации изделия. Организация проведения испытаний такая же как и при доводочных испытаниях.
Предварительные испытания проводят аттестованные испытательные подразделения с использованием аттестованного испытательного оборудования.
По результатам испытаний оформляют акт, отчет и определяют возможность предъявления изделия на приемочные испытания.
Приемочные испытания (ПИ) проводят для определения целесообразности и возможности постановки продукции на производство. (Приемочные испытания в единичном производстве производят для решения вопроса о целесообразности их передачи в эксплуатацию).
Типовой представитель продукции для испытаний выбирают исходя из условия возможности распространения результатов его испытаний на всю совокупность продукции.
Приемочные испытания проводят аттестационные подразделения на аттестованном испытательном оборудовании.
при ПИ контролируют все установленные в техническом здании значения показателей и требований.
ПИ модернизированной продукции проводят путем сравнительных испытаний предлагаемой и выпускаемой продукции.
На этапе производства
Квалификационные испытания (КИ) применяются при; оценке готовности предприятия к выпуску конкретной серийной продукции, а также при постановке на производство продукции по лицензиям и продукции, освоенной на другом предприятии.
Необходимость проведения КИ устанавливает приемочная комиссия.
Приемосдаточные испытания (ПСИ) проводят для принятия решения о пригодности продукции к поставке или ее использования.
Испытания проводит служба технического контроля предприятия при необходимости привлекая заказчика. Испытаниям подвергают всю продукцию или делают выборку в партии (при наличии методик, позволяющих оценивать по выборке всю партию).
При испытаниях контролируют значения основных параметров и работоспособность изделия.
Порядок испытаний установлен ГОСТми или ТУ, а для единичного производства в тех. задании.
Периодические испытания (ПИ) проводят с целью:
Периодического контроля качества продукции;
Контроля стабильности техн. процесса в период между очередными испытаниями;
Подтверждения возможности продления изготовления изделий по действующей документации;
Подтверждения уровня качества продукции, выпущенной в течении контролируемого периода;
Подтверждения эффективности применяемых при приемочном контроле методов.
Типовые испытания (ТИ) контроль продукции одного типоразмера, по единой методике, которую проводят для оценки эффективности и целесообразности изменений, вносимых в конструкцию или технический процесс.
Проводит испытания изготовитель с участием представителей государственной приемки или испытательная организация.
Инспекционные испытания (ИИ) осуществляют выборочно с целью контроля стабильности качества образцов готовой продукции, находящейся в эксплуатации.
Проводят специальные уполномоченные организации (Госнадзор, ведомственный контроль и т.д.).
Сертификационные испытания (СИ) проводят для определения соответствия продукции требованиям безопасности и охраны окружающей среды, а в некоторых случаях и важнейших показателей качества продукции, экономичности и т.д.
СИ – элемент системы мероприятий, направленных на подтверждение соответствия фактических характеристик продукции требованиям НТД.
СИ проводят независимые от производителя испытательные центры.
По результатам СИ выдается сертификат соответствия продукции требованиям НТД.
Сертификация предполагает взаимное признание результатов испытаний поставщиком и потребителя продукции, что особенно важно при внешнеторговых операциях.
ЭТАП ЭКСПЛУАТАЦИИ
Подконтрольная эксплуатация (ПЭ)
ПЭ проводят для подтверждения соответствия продукции требованиям НТД в условиях ее применения, получения дополнительных сведений о надежности, рекомендаций по устранению недостатков, повышению эффективности применения.
Для ПЭ выделяют образцы, создавая условия близкие к эксплуатационным.
На ПЭ ставят образцы прошедшие квалификационные или периодические испытания.
Результаты ПЭ (сведения об отказах, техн. обслуживании, ремонте, расходе зап. частей и др.) потребитель вносит в извещения, которые отправляет изготовителю (разработчику), или журнал на месте эксплуатации.
Эксплуатационные периодические испытания (ЭПИ) проводят для определения возможности или целесообразности дальнейшей эксплуатации продукции в том случае, если изменение показателя ее качества может создать угрозу безопасности здоровью, окружающей среде или привести к снижению эффективности ее применения.
Испытаниям подвергают каждую единицу эксплуатируемой продукции через установленные интервалы наработки или календарного времени.
Испытания проводят органы Госнадзора.
Допускается совмещение следующих видов испытаний:
Предварительные с доводочными;
Приемочные с приемосдаточными (для единичного производства);
Приемочные с квалификационными (для серийного производства);
Периодические с типовыми при согласии потребителя, кроме продукции подлежащей Государственной приемке;
Сертификационные с приемочными и периодическими.
УРОВЕНЬ ПРОВЕДЕНИЯ ИСПЫТАНИЙ
Государственный – для приемочных квалификационных, инспекционных, сертификационных и периодических.
Межведомственный –
Ведомственный – для приемочных, квалификационных и инспекционных испытаний.
Государственный испытания – испытания важнейших видов продукции проводимые в головных организациях по испытаниям именно этих видов продукции.
Межведомственные испытания – проводят, как правило, при приемочных испытаниях при участии представителей заинтересованных ведомств (министерств).
По условиям и месту проведения испытаний различают:
Лабораторные – осуществляемые в лабораторных условиях.
Стендовые – проводимые на испытательном оборудовании в испытательных или научно-исследовательских подразделениях (оборудование серийное и специальное).
Полигоны – выполняемые на испытательном полигоне (например, автомобиле).
Натурные – испытания, выполняемые в условиях соответствующих использованию изделия по прямому назначению. Испытанию подвергается продукция.
С использованием моделей – проводят на физической модели (упрощающей, уменьшающей).
Иногда сочетают испытания физических моделей с физико-математическими и математическими моделями.
Время (период) проведения.
Нормальные – методы и условия проведения испытаний обеспечивают получение необходимого объема информации о свойствах объекта в такой же интервал времени как и при эксплуатации.
Ускоренные – получение необходимой информации обеспечивается за более короткий срок, чем при нормальных испытаниях. Это может быть достигнуто за счет более жестких условий испытания.
Сокращенные – проводимые по сокращенной программе.
По определяемым характерным объектам
Функциональные – проводятся с целью определения показателей назначения объекта.
устойчивость – определять способность изделия реализовывать свои функции и сохранять значения параметров в пределах норм. установленных НТД во время воздействия на него определенных факторов (агр. сред, уд. волны и т.д.)
транспортабельность – определяется с целью определения возможности транспортирования без разрушения и с возможностью выполнять свои функции.
Граничные – для определения зависимостей между пред. допустимыми значениями параметров объектов и режимами эксплуатации.
Технологические – проводятся при изготовлении продукции с целью обеспечения ее технологичности.
По результатам воздействия
Неразрушаемые – после испытания объект может функционировать.
Разрушаемые – не может использоваться для эксплуатации.
Испытание продукции – экспериментальное определение количественных и качественных характеристик свойств объекта (изделия) с учетом режимов функционирования и внешних воздействующих факторов.
Последовательность подготовки и проведения испытаний можно представить в виде следующих основных этапов:
1. Составление годовых и квартальных планов проведения испытаний;
2. Разработка программы испытаний подготовка имеющегося, а при необходимости проектирование и изготовление средств испытаний (оборудования и средств измерений); аттестация испытательного оборудования, включая поверку средств измерений;
3. Разработка методики (методик) испытаний и их аттестация;
4. Отбор образцов для испытаний;
5. Проведение испытаний в соответствии с программой и методикой испытаний, с регистрацией значений характеристик условий испытаний и характеристик свойств испытываемых образцов, а также определение их погрешностей;
6. Исследование при необходимости, испытанных образцов после окончания испытаний с регистрацией значений характеристик и определением их погрешностей;
7. Обработка данных испытаний, включая оценку полноты, точности и достоверности;
8. Принятие решений по результатам испытаний и об использовании образцов, оформление результатов испытаний в виде протокола, а также других материалов.
Планирование – первый этап подготовки испытаний,
Основным документом, устанавливающим сроки проведения испытаний по закрепленным видам продукции, является план-график испытаний, в котором указываются:
Вид испытаний;
Наименование продукции и адрес предприятия-изготовителя;
Срок представления образцов на испытания;
Орган, участвующий в отборе образцов (проб) для испытаний;
Сроки проведения испытаний и выдачи заключения с рекомендацией о принятии соответствующих решений.
План-график проведения испытаний продукции формируется на основании: заданий по созданию образцов новой (модернизируемой) продукции, плана новой техники.
Программа испытаний – основной рабочий документ для проведения испытаний конкретной продукции. Программа испытаний это организационно-методический документ, обязательный к выполнению, в котором устанавливается:
3. Задачи испытания продукции
4. Виды и последовательность проверяемых параметров и показателей
5. Сроки проведения
6. Методы испытаний.
Программа испытаний разрабатывается, как правило, для каждой категории испытаний отдельно, с учетом условий и технического обеспечения их проведения.
Программа испытаний в общем случае содержит следующие разделы:
Общие положения;
Область применения и назначения последовательности испытаний;
Номенклатура определяемых характеристик (показателей), технических требований к продукции;
Общие условия испытаний.
Методики испытаний разрабатываются отдельно для различных видов испытаний (на надежность, безопасность и др.) и предусматривают определение одного или нескольких показателей (характеристик), установленных в программе испытаний, а также всех необходимых для этого характеристик объекта и условий испытаний.
В методику испытаний, как правило, включаются следующие сведения:
1. Цель проведения испытаний, категории испытаний, для которых необходимо проведение данного вида испытаний.
3. Отбор образцов для испытаний в зависимости от категории испытаний.
4. Указание об оборудовании, применяемом для испытаний со ссылкой на условия испытаний и на стандарты, по которым проводится аттестация оборудования.
5. Описание процедуры и последовательности испытаний.
7. Оценка результатов испытаний.
8. Указание об оформлении результатов испытаний.
9. Требования безопасности и охраны окружающей среды.
При разработке методик испытаний необходимо использовать международные (зарубежные) стандарты на методы испытаний продукции.
Методика испытаний должна быть ориентирована на автоматизацию процессов испытаний, а также обработки и регистрации результатов испытаний и измерений с использованием микропроцессорной техники, высокоточных электронных датчиков и преобразовательных устройств, современной регистрирующей аппаратуры с применением цифровых и магнитных носителей и т.д. методика испытаний должна соответствовать мировому уровню и отражать накопленный опыт по проведению испытаний.
В се материалы, связанные с подготовкой проведения испытаний, конструированием и созданием средств испытаний, аттестацией испытательного оборудования, разработкой и аттестацией методик испытаний, а также все материалы наблюдений, измерений и обработки результатов испытаний, в том числе и отрицательных, зафиксированных на различных носителях информации (журналы наблюдений и испытаний, осциллограммы, магнитные ленты, диски памяти ЭВМ и т.д.), должны по мере проведения испытаний систематизироваться в хронологическом порядке, без каких-либо изъятий и сохраняться в течение срока, установленного участвующими в испытании сторонами.
Результаты испытаний – это оценка характеристик свойств объекта, установление соответствия объекта регламентированным требованиям по данным испытаний, результаты анализа качества функционирования объекта в процессе испытания. Результаты испытаний являются итогом обработки данных испытаний.
Результаты испытаний записывают в протокол, содержащий выводы о соответствии продукции требованиям НТД и о стабильности технологического процесса (на основе сопоставления полученных результатов с результатами предыдущих периодических или приемочных, или квалификационных испытаний). Протокол утверждает предприятие (организация), проводившее испытания.
Протокол, составляемый по результатам испытаний, содержит:
1. Наименование испытательной организации, категорию и уровень испытаний.
2. Сведения об испытуемой продукции, с наименованием и условным обозначением продукции. Дату изготовления продукции, номер партии, порядковые номера образцов испытаний по системе нумерации предприятия-изготовителя. Перечень измеряемых параметров и их характеристики, а также требования к продукции, условия ее эксплуатации, хранения и транспортирования.
3. Описание испытаний (вид испытаний, наименование методики испытаний, условия и место проведения испытаний, их время и продолжительность).
4. Сведения о средствах испытаний: перечни испытательного оборудования и средств измерений; точностные характеристики испытательного оборудования и средств измерений, сведения об их аттестации; сведения о средствах обработки данных испытаний.
5. Результаты испытаний вместе с данными испытаний или наименованием и обозначением протокола данных, с предложениями испытательного подразделения и рекомендациям по совершенствованию или доработке продукции.
Все материалы, связанные с подготовкой проведения испытаний, конструированием и созданием средств испытаний, аттестацией испытательного оборудования, разработкой и аттестацией методик испытаний, а также все материалы наблюдений, измерений и обработки результатов испытаний, в том числе и отрицательных, зафиксированных на различных носителях информации (журналы наблюдений и испытаний, осциллограммы, магнитные ленты, диски памяти ЭВМ и т.д.), должны по мере проведения испытаний систематизироваться в хронологическом порядке, без каких-либо изъятий и сохраняться в течение срока, установленного участвующими в испытании сторонами.
Организации, проводящие испытания продукции, обеспечивают в установленном порядке хранение всех документов, связанных с испытаниями продукции: программы и методики испытаний, рабочие журналы, отчеты, акты, протоколы, заключения и т.д.
ОРГАНИЗАЦИЯ ДЕЯТЕЛЬНОСТИ
ИСПЫТАТЕЛЬНЫХ ЛАБОРАТОРИЙ
(ЦЕНТРОВ)
Испытательные лаборатории (центры) могут быть как самостоятельным юридическим лицом, так и быть подразделением в составе организации.
Типовая структура испытательной лаборатории имеет следующий вид

Руководитель лаборатории (центра) осуществляет общее руководство и формирует политику ее деятельности.
Ответственный за систему обеспечения качества разрабатывает и контролирует выполнение положений “Руководства по качеству” лаборатории (ц).
Заместитель руководителя по испытаниям несет ответственность за выполнение всех технических задач, связанных с проведением испытаний.
Секретариат выполняет функции по делопровизводству, осуществляет прием и регистрацию заказов на испытания, архивирование рабочей документации и др.
Специалисты групп по испытаниям непосредственно проводят испытания продукции и оформляют протоколы испытаний в обозначенной области.
Техническая компетентность испытательной лаборатории (центра) определяется наличием в ней:
Квалифицированного персонала;
необходимых средств измерений испытаний и контроля;
помещений с соответствующими условиями окружающей среды;
документированных рабочих процессов;
нормативно-методических документов на методы и средства испытаний;
системы обеспечения качества испытаний.
Персонал испытательной лаборатории должен иметь достаточное образование и квалификацию.
При этом учитываются следующие моменты:
Базовое образование;
Специальное профессиональное образование до начала работы в лаборатории;
Обучение и подготовка по специальным вопросам после начала работы в лаборатории;
Знание методов и средств измерений, испытаний и контроля необходимых для проведения конкретных испытаний, полученных в ходе повышения квалификации;
Опыт работы в группах испытаний.
Лаборатория должна располагать необходимой документацией и сведениями, касающимися квалификации, практического опыта и подготовки кадров. Эти данные приводятся в “Руководстве по качеству” .Для каждого специалиста предусмотрена должностная инструкция, устанавливающая функции, обязанности, права и ответственность, квалификационные требования к образованию, техническим знаниям и опыту работы.
Большое внимание в испытательной лаборатории должно уделяться мероприятиям по повышению квалификации персонала. Они должны проводиться как для новых, так и для опытных сотрудников.
Различают внешнее и внутреннее повышение квалификации.
Внешнее - происходит в традиционных формах – участие в конференциях и семинарах; учеба на курсах; в учебных заведениях (более высокого уровня, чем у обучающегося или аналогичного но требуемого для работы).
Внутреннее – самоподготовка; регулярное обсуждение сотрудниками проблем, связанных с квалификацией (по аналогии со знаменитыми японскими “кружками качества”).
Такие обсуждения должны проводиться без морального давления на сотрудников со стороны руководства. Инициатива в решении задач, направленных на улучшение испытаний, должна поощряться.
Международная организация “EUROLAB”, объединяющая испытательные лаборатории разных стран Европы, установила четыре уровня квалификации персонала, проводящего испытания:
1. Элементарный уровень – не специальное образование и специальная подготовка.
2. Базовый уровень – основное профессиональное образование, необходимое для выполнения работ в лаборатории.
3. Повышенный уровень – более высокое основное профессиональное образование для выполнения работ в лаборатории и более расширенные знания.
4. Наивысший уровень – высшее образование, способности к решению сложных испытательных задач, углубленные знания испытаний и управления (менеджмента).
Каждый из этих 4-х уровней предусматривает три градации квалификации: достаточную, хорошую и отличную. Посредством этих критериев оценивается персонал при аккредитации испытательных лабораторий на соответствие EN45001.
Успех испытаний в значительной мере зависит от наличия испытательного оборудования и средств измерений.
В зависимости от области применения испытательное оборудование подразделяется на:
Общепромышленное;
Отраслевое;
Специальное (оборудование, изготовленное в единичных экземплярах, и оборудование, предназначенное для испытаний продукции, выпускаемой только на данном предприятии).
При необходимости заблаговременно проектируют и изготавливают недостающее оборудование – отраслевое и специальное испытательное оборудование и стенды для конкретного вида продукции.
Общие положения и порядок проведения аттестации испытательного оборудования
Аттестации подлежит испытательное оборудование, воспроизводящее нормированные внешние воздействующие факторы и нагрузки.
Цель аттестации – определение нормированных точностных характеристик оборудования, их соответствия требованиям НТД и установление пригодности оборудования к эксплуатации.
К нормированным точностным характеристикам испытательного оборудования относятся технические характеристики, определяющие возможность оборудования воспроизводить и поддерживать условия испытаний в заданных диапазонах, с требуемой точностью и стабильностью, в течение установленного срока.
Аттестации подлежат опытные образцы, серийно выпускаемое и модернизируемое оборудование, оборудование, изготовленное в единичных экземплярах, импортное оборудование.
К эксплуатации допускается испытательное оборудование, признанное по результатам аттестации пригодным к применению.
Документация по эксплуатации и техническому обслуживанию должна быть доступна. Неисправное оборудование, которое дает при испытании сомнительные результаты, должно быть снято с эксплуатации и отмечено соответствующим образом, указывающим на его непригодность.
После ремонта его пригодность должна быть подтверждена с помощью испытаний (проверки, калибровки).
Каждая единица оборудования для испытания или измерения должна иметь регистрационную характеристику. содержащую следующие сведения:
Наименование оборудования;
Наименование изготовителя (фирмы) тип (марка), заводской инвентарный номер;
Даты получения и ввода в эксплуатацию;
Месторасположение в настоящее время (в случае необходимости);
Состояние на момент получения (новое, изношенное, с продленным сроком действия и т.п.);
Данные о ремонте и обслуживании;
Описание всех повреждений или отказов, переделок или ремонта.
Калибровка или проверка измерительного и испытательного оборудования при необходимости проводится перед вводом его в эксплуатацию и далее в соответствии с установленной программой.
Общая программа калибровки оборудования должна обеспечивать отслеживаемость измерений, подводимых лабораторией на соответствие национальным и международным образцовым средствам измерений, если таковые существуют.
Если подобную отслеживаемость осуществить невозможно, то испытательной лаборатории необходимо представить убедительные доказательства корреляции или точности результатов испытаний (например, участвуя в соответствующей программе межлабораторных испытаний).
Образцовые средстваизмерений, имеющиеся в лаборатории, следует использовать только для калибровки рабочего оборудования и не применять для других целей, они должны быть калиброваны компетентным органом, который может обеспечить отслеживаемость их на соответствие национальным или международным эталоном.
Помещения испытательной лаборатории должны обеспечивать условия, необходимые отрицательно повлиять на точность и достоверность испытаний.

Помещения для проведения испытаний должны быть защищены от воздействия таких ВВФ как: повышение t 0 , пыль, влажность, шум, вибрация, электромагнитные возмущения, а также отвечать требованиям рименяемых методик испытаний, санитарных норм и правил, требованиям безопасности труда и охраны окружающей среды.
Помещения должны быть достаточно просторными, чтобы устранить риск порчи оборудования и возникновения опасных ситуаций, обеспечить сотрудникам свободу перемещения и точность действий.
При необходимости обеспечиваются устройствами регулирующими условия испытаний и аварийными источниками питаний.
Должны быть определены условия допуска лиц, не относящихся к персоналу данной лаборатории, что является одним из условий обеспечения конфиденциальности информации о деятельности лаборатории для третьих лиц.
Данные о состоянии производственных помещений и план их размещения составляют отдельный раздел “Руководства по качеству”.
Испытательная лаборатория должна обладать четко отрегулированными и документально оформленными рабочими процессами, которые сопровождают весь испытательный процесс от приема заказа, до выдачи протокола испытаний. Таким образом, достигается однозначность в выполнении технологических операций в лаборатории.
В ГОСТ 51000.3-96 особое внимание уделено процедурам, оказывающим существенное влияние на результаты испытаний.
 |
|||
 |
Порядок обращения с испытательными образцами изделий (этот процесс также называют “менеджмент образцов”) включает в себя:
Правильную подготовку и проведение отбора образцов, их маркировку;
Соблюдение условий транспортирования и хранения.
Образцы изделий, поступающие на испытания, должны быть идентифицированы на соответствие нормативной документации и сопровождаться соответствующим протоколом отбора.
Система регистрации должга гарантировать конфиденциальность использования образцов или испытуемых изделий, например в отношении других заказчиков. При необходимости вводят процедуру, обеспечивающую хранение изделий на складе.
На всех стадиях хранения, транспортирования и подготовки изделий к испытаниям предпринимают необходимые меры предосторожности, исключающие порчу изделий в результате загрязнения, коррозии или чрезмерных нагрузок, отрицательно влияющих на результаты испытаний.
Получение, хранение, возвращение (или утилизация) образцов производятся по четко установленным правилам.
Правильный менеджмент образцов – один из важнейших этапов в обеспечении качества испытаний.
При проведении испытаний в лаборатории необходимо использовать методы, установленные стандартными или техническими условиями на процессы испытаний.
Эти документы должны быть в распоряжении сотрудников, ответственных за проведение испытаний.
При отсутствии установленного метода испытания следует документально оформить соглашение между заказчиком и лабораторией о применяемом методе.
Работа проводимая испытательной лабораторией отражается в протоколе, показывающем точно, четко и недвусмысленно результаты испытаний и другую относящуюся к ним информацию.
Каждый протокол испытаний должен содержать, по крайней мере, следующие сведения:
Наименование, адрес испытательной лаборатории и место проведения испытания, если оно имеет другой адрес;
Обозначение протокола (например, порядковый номер0 и нумерацию каждой страницы, а также общее количество страниц;
Фамилию и адрес заказчика;
Характеристику и обозначение испытуемого образца;
Даты получения образца и проведения испытания;
Обозначение технического задания на проведение испытания, описание и процедуры (при необходимости);
Описание процедуры отбора образцов (выборки);
Любые изменения, вносимые в техническое задание на проведение испытаний или другую информацию, относящуюся к определенному испытанию;
Данные, касающиеся проведения нестандартных методов испытаний или процедур;
Измерения, наблюдения и полученные результаты, подтверждаемые таблицами, графиками, чертежами и фотографиями, а в случае необходимости любые зарегистрированные отказы;
Констатацию погрешности измерения (в случае необходимости);
Подпись должностного лица, ответственного за подготовку протокола испытаний и дату его составления;
Заявление о том, что протокол касается только образцов, подвергнутых испытанию;
Заявление, исключающее возможность частичной перепечатки протокола без разрешения испытательной лаборатории.
Большое значение для обеспечения качества испытаний имеют процедуры, связанные с эксплуатацией средств измерений, испытаний и контроля. Здесь важно предусмотреть:
Ведение реестра средств испытаний, измерений и контроля с указанием необходимых технических и метрологических характеристик;
Маркировку и хранение этого оборудования;
Наличие методик к выполнению измерений, испытаний и контроля на каждом рабочем месте;
Соблюдение внешних условий эксплуатации;
Наличие графиков технического обслуживания и ремонта, а также документацию по проверке и калибровке;
Назначение ответстве