Когда имеются несоблюдения технических условий, возникают дефекты сварки. При этом наблюдается сильное ухудшение сварных соединений.
Швы теряют много положительных свойств, таких, как:
- механические;
- герметичность:
- сплошность.
Дефекты при сварке могут иметь разные причины:
- плохая свариваемость детали;
- качество электродов;
- флюс;
- режим сварки;
- квалификация сварщика;
- несоответствие технологии.

В зависимости от места нахождения дефекты в шве подразделяются на:
- внешние;
- внутренние.
Дефекты сварочных соединений оказывают влияние на определенные характеристики изделия:
- прочность;
- форма;
- глубина расположения.
Опасными считаются дефекты при сварке, имеющие острые контуры. Дефекты сварочных швов, имеющие скругленные формы, практически неопасны. Глубина дефекта оказывает непосредственное влияние на показатель прочности соединения.
Когда варятся важные конструкции, дефекты шва не должны быть глубже 8% от толщины заготовки. Самыми опасными являются дефекты сварочных швов, которые находятся под углом в 90° по отношению к растягивающему усилию. Находящиеся под маленьким углом к основному усилию дефекты представляют минимальную опасность.
Именно поэтому начинает падать прочность сварных швов, когда образуются трещины при сварке. Причем наибольший негатив несут горячие трещины, когда они возникают вдоль оси шва. Отрицательно влияют и непровары большой глубины.
Внешние дефекты, трещины

В основном это касается высоты шва и его ширины. Основными причинами считаются:
- Плохая обработка кромок. Образуются зазоры, которые приходится заливать расплавленным металлом.
- Перемещение электрода было прерывистым, в результате шов получился разным по высоте. Изменяется его ширина, причем все это наблюдается по всей длине.
- Игнорирование технологических условий.
Когда возникает такой дефект, швы плохо выглядят. Так как имеет место неравномерная усадка сварки, возможны появление деформации, образование напряжения. Дефект может быть обнаружен как визуальным осмотром, так и специальным шаблоном. Такие дефекты сварки можно устранить подваркой, удалением лишнего металла.
Наружные трещины подразделяются на:
- продольные;
- поперечные.
Трещины в швах можно обнаружить в наплавке и заготовке. В самой детали они располагаются ближе к району термического влияния. Основными причинами возникновения трещин считаются:
- напряжения;
- нарушение структуры материала, когда соединение делается сваркой;
- высокое содержание фосфора;
- воздействие водорода.
Вернуться к оглавлению
Что такое сварочная трещина?
Под трещиной понимается образование прерывистого шва, вызванного механическим воздействием, резким охлаждением. Этот дефект может иметь вид микротрещин. Обнаружить его можно специальными оптическими приборами, имеющими 50-кратное увеличение.

Продольные трещины можно видеть:
- в шве;
- в материале;
- в местах сплавления.
Скрытые трещины возникают из-за появления высокого напряжения. Они очень похожи на ступеньки. В основном такой дефект имеют сварные соединения большой толщины. Появление высоких напряжений в большинстве случаев вызывает несоблюдение сварочной технологии.
Продольные трещины делятся на несколько групп:
- Горячие трещины при сварке. Причиной появления считается высокотемпературная хрупкость, характерная для сплавов.
- Холодные. Появляются, когда металл начинает медленно разрушаться.
Поперечные трещины обычно составляют перпендикуляр оси сварочного шва. Обнаруживаются в заготовке, в районе температурного влияния.
Радиальные трещины начинаются в одной точке и расходятся в разные стороны. Получили второе название — «звездообразные». Располагаются в районе поперечных трещин.
Там, где дуга отходит от поверхности шва, появляется углубление, так называемая трещина в кратере. Она бывает:
- продольной;
- поперечной;
- звездоподобной.
Вернуться к оглавлению
Подрезы: особенности

Очень часто наблюдаются при сварочном процессе. Происходит углубление там, где шов соединяется с основным металлом.
Так как из-за появления подреза уменьшается толщина детали, она теряет свою прочность. Большую опасность несут подрезы, когда располагаются перпендикулярно возникшим рабочим напряжениям.
Появление подреза связано с высоким напряжением дуги, причем сварка проводится на повышенной скорости.
При этом одна кромка получает более глубокое проплавление, расплавленный металл начинает течь по горизонтальной плоскости. Количества такого расплава недостаточно, чтобы заполнить канавки.
Когда варятся угловые швы, возникновение подрезов связано со смещением электрода по направлению к вертикальной стенке. В результате металл получает очень сильный нагрев, начинает плавиться и стекать на горизонтальную поверхность.
Образование подрезов стыковых швов связано с подачей большого тока и неправильным расположением присадки.
Разделка трещин, когда сделаны большие углы, также приводит к появлению подрезов. Такой дефект бросается в глаза и требует полной переварки.
Если подрезы имеют небольшую длину, а сечение шва ослабляется только на 5%, конструкция имеет статические нагрузки, переварка не требуется. Запрещается наличие подрезов в конструкциях, которые работают под большим давлением.
Вернуться к оглавлению
Что представляет собой прожог?

Причинами сквозного проплавления являются:
- большой ток;
- низкая скорость.
Обычно прожог представляет собой сквозное отверстие, образовавшееся при сварке. В случае многослойной сварки образование прожога выявляется в самом начале. Причинами возникновения прожога считаются:
- большой зазор между кромками;
- маленькая толщина подкладки;
- плохое прилегание;
- большая утечка расплавленного металла.
Возможно образование прожога, когда неожиданно останавливается подача инертного газа. Когда свариваются вращающиеся кольцевые стыки, прожог появляется из-за неправильной установки электрода. Этот дефект виден сразу, место зачищается и полностью заваривается.
Соединение металлических деталей сваркой - сложный физико-химический процесс, где при высоких температурах взаимодействует сам металл, газы атмосферы, продукты горения электрода. Каждый из компонентов вносит свой вклад в общий итог процесса сваривания. Некоторые из воздействий приводят к некачественному свариванию, образуются так называемые дефекты сварных швов.
Они могут образоваться в результате различных ситуаций, например, при излишне большом или слишком слабом сварочном токе, повышенной влажности, наличии загрязнений в зоне сваривания. Существует определенная классификация дефектов и причин их появления, общий обзор которых будет приведен в этой статье. Также вы узнаете, каким образом можно устранить дефекты и в каких случаях это возможно.
Большинство дефектов сварного шва возникают при нарушении технологии сваривания. Только в некоторых случаях дефекты вызваны непредвиденными ситуациями. При сварке плавлением большое значение имеют:
- предварительная подготовка и сборка соединения;
- режим термической обработки;
- правильный подбор свариваемых материалов;
- качество аппарата и расходных материалов.
Классифицируются дефекты по различным признакам - размеру, форме, расположению в линии шва, степени опасности относительно возможности разрушения соединения. Нормативно дефекты классифицируются согласно международного документа - «Классификация, обозначения и определения. Дефекты соединения металлов при сварке плавлением». Все требования сборника собраны в ГОСТ 30242-97.
По этому документу все дефекты сварных соединений подразделяются на 6 основных групп:
- трещины;
- нарушение формы шва;
- полости, кратеры и раковины;
- несплавленные кромки и непроваренные участки;
- наличие твердых вкраплений и включений;
- остальные дефекты, не вошедшие в первые 5 групп.
Каждый из дефектов имеет свое цифровое обозначение, которое проставляется в зоне сварного шва при осмотре. По международной классификации дефекты сварных швов могут обозначаться еще и буквами. Но, в любом случае, определение дефектов по российской и международной классификации совпадают по основным характеристикам.
Такие нарушения возникают как на самом шве, так и в близлежащей зоне. Причиной их может быть неравномерное охлаждение металла или действие нагрузок до момента полного остывания. Трещины бывают поперечными, радиальными и продольными, обозначаются, соответственно, 102, Eb, 103, E и 101 Ea. Существует еще несколько видов трещин, в том числе и те, которые обнаруживаются только при микроскопическом исследовании (микротрещины 1001).
Полости
Образуются скоплением газов в расплавленном металле. Полости могут быть как сферическими, так и бесформенными. Но, в любом случае, они приводят к снижению прочности соединения. Полости располагаются хаотично, цепочкой, скоплением, равномерно. Маркируются цифрами 2012, 2013 и т д. Открытые полости, образованные расширяющимся газом, который покинул пределы шва и ушел в атмосферу, называются свищами.
Раковины и кратеры образуются в зоне полостей и свищей, когда металл еще не остыл, а внутреннее давление газов снизилось ниже критического. Остывая, металл сжимается и как бы проваливается внутрь шва.
Твердые вкрапления
Общий индекс твердых включений - 300. Такие дефекты сварных соединений представляют собой частицы шлака, металлов или неметаллов, оставшиеся в зоне шва и вплавленные в металл, но не составляющие с ним одного целого. Такими включениями могут быть флюсы, частицы вольфрама, меди, оксидов по той или иной причине оказавшиеся в шве.
Несплавления
Участки сварного шва, в которых между металлом и швом, внутри шва или по боковой и корневой части наблюдаются зоны, где металл недостаточно расплавился и не соединился в целостную структуру. Это явление возникает в результате слишком быстрого перемещения электрода или недостаточной силе сварного тока. Маркируются дефекты индексом 400.
Разновидностью несплавления являются непровары - участки шва, где металл недостаточно расплавился, чтобы проникнуть в корневую часть шва и заполнить весь зазор между деталями.
Нарушения формы шва
- подрезы;
- линейные и угловые смещения;
- натеки;
- прожоги;
- неравная ширина;
- нарушение профиля.
В дефектоскопии такие нарушения маркируются цифрами от 500.
Устранение дефектов
Во многих случаях выявленные при дефектоскопии нарушения целостности шва можно устранить. Наружные дефекты, то есть те, которые можно увидеть визуально, без применения специального оборудования. Внутренние - видимые при использовании рентгеноскопического аппарата или механической обработки, при которой снимается часть наплавленного металла. Также дефекты проявляются при ультразвуковом исследовании.
 Устранение дефектов возможно в большинстве случаев, кроме пережога, когда нарушается структура металла. Часто, с целью ликвидации последствий неудачного процесса сварки, часть шва удаляется механическим путем, и сваривание производится снова.
Устранение дефектов возможно в большинстве случаев, кроме пережога, когда нарушается структура металла. Часто, с целью ликвидации последствий неудачного процесса сварки, часть шва удаляется механическим путем, и сваривание производится снова.
Устранить можно практически все дефекты, если это технически можно решить и процесс оправдан экономически. В некоторых случаях деталь лучше отбраковать и пустить на переплавку, чем тратить время на исправление сварного шва.
Дефекты сварки на легированных сталях устраняются только после отпуска деталей - специального процесса термообработки при температурах 450-650 °С. Без этого этапа подготовки устранение дефектов может привести к еще большим нарушениям целостности соединения и возникновению внутренних напряжений в металле.
Дефектоскопия
Таким термином определяется последовательность действий, направленная на обнаружение дефектов сварных соединений, которые могут привести к нарушению герметичности, разрушению конструкций или частичным их деформациям. Дефектоскопия сварных швов производится различными методами, которые ни в коем случае не нарушают целостности шва и самого металла.
Начальный этап - визуальный и измерительный контроль. При нем выявляются практически все внешние и ряд внутренних дефектов - нарушение геометрии, непровары, пережоги, трещины, наплывы. Часто для детализации визуального контроля необходимо обработать поверхность шва реактивами - спиртом или азотной кислотой (становятся видимыми мелкие трещины и поры).
 К внешнему визуальному осмотру относится и применение оптических средств - луп, микроскопов, ламп прямого и бокового освещения. Также в этом процессе применяются измерительные инструменты - штангенциркули, линейки, щупы, шаблоны. С их помощью определяются геометрические размеры дефектов и возможность их классификации на допустимые и недопустимые (в зависимости от требований к конкретному изделию).
К внешнему визуальному осмотру относится и применение оптических средств - луп, микроскопов, ламп прямого и бокового освещения. Также в этом процессе применяются измерительные инструменты - штангенциркули, линейки, щупы, шаблоны. С их помощью определяются геометрические размеры дефектов и возможность их классификации на допустимые и недопустимые (в зависимости от требований к конкретному изделию).
Капиллярный контроль производится с помощью специальных жидкостей, пенетрантов. Проникая в поры и трещины, жидкость окрашивает их и делает хорошо видимыми. Поверхностные дефекты окрашиваются и заметить их намного легче. Цветная дефектоскопия, как правило, позволяет увидеть большинство внешних дефектов, но внутренние проявить таким образом невозможно.
Для глубинного исследования применяется магнитная дефектоскопия, ультразвуковая и рентгенографическая. Эти исследования требуют применения сложных приборов, но в большинстве случаев это оправдано, особенно на сложных и ответственных объектах.
Как правило, в самом начале производится визуальный и измерительный контроль. Все остальные способы диагностики применяются только после того, как исправление дефектов сварки, обнаруженных при осмотре, выполнено, и этот метод не приносит больше результатов.
Каждый сварщик имеет в своем арсенале собственные методы определения дефектов и знает способы их устранения. Если у вас есть собственный опыт в этой области - поделитесь им на страницах нашего сайта. Практические методы работы со сваркой - одна из наиболее интересных тем для наших читателей.
Во время сваривания металлических деталей периодически возникают ситуации, когда шов может получиться не таким, как это должно быть по инструкции. Существуют различные виды отклонений и брака, которые могут сделать соединение непригодным для эксплуатации. Иногда возникают дефекты сварных швов и соединений, после которых детали не допускаются в работу, так как эти проблемные места снижают технические характеристики изделия. Они не смогут выдерживать запланированные нагрузки. Чтобы все не закончилось трагедией, перед использованием полученные швы проходят специальную проверку.
Существуют допустимые дефекты сварных соединений, величина и род которых не смогут повлиять на характеристики достаточно сильно, но есть и те, которые категорически недопустимы. Чтобы шов был максимально качественным, его состав должен полностью совпадать с составом основного металла. Чем больше будет различий, тем меньше станет крепость соединения. Во время образования сварочной ванны и формирования валика шва внутрь расплавленного металла могут попадать различные посторонние предметы и элементы, которые нарушат целостность структуры. Если в наплавленном металле появляются из-за этого пустоты, вкрапления посторонних веществ, поры и прочие вещи, то такие дефекты сварных швов становятся серьезной причиной, чтобы не допустить их к использованию. Для определения наружных и скрытых дефектов используются разнообразные методы, для которых может потребоваться особое оборудование. показывают все недостатки созданных деталей. Дефекты сварных швов проверяются по ГОСТ 30242-97.
Дефекты сварных соединений и причины образования
Чаще всего встречаются такие виды дефектов как неравномерность валика, неполномерность шва, раковины и крупная чешуйчатость. При использовании автоматической сварки причинами возникновения брака может стать:
- проскальзывание проволоки в держателе;
- скачки в параметрах электросети;
- люфты механизма подачи;
- сдвиг угла наклона электрода;
- затекание в зазор расплавленного металла.
При работе вручную нередко возникают проблемы связанные с человеческим фактором. Рассматривая дефекты сварных швов и причины их образования стоит отметить следующие:
Во время точечной сварки, которая проводится под давлением, часто возникает неравномерность шага точек, смещение осей стыкуемых деталей и вмятины от силового воздействия.

Если нарушены размеры и форма шва, то это чаще всего проявляется в наплывах, прожогах и подрезах. Наплыв получается во время натекания наплавочного материала на холодный основной. Это возникает из-за неправильных параметров электричества. Подрез может образоваться при слишком большой высоте дуги и высоком значении тока. Это же может случиться из-за смещения электрода к вертикальной стенке. Прожоги образуются из-за недостаточного притупления кромок и завышенных параметров тока. Иногда это случается при слишком медленном продвижении сварочной ванны во время сварки тонких листов.

Кратеры получаются при резком обрыве дуги. При резком прекращении воздействия окончание шва не успевает нормально сформироваться и получается урезанная площадь сечения.
Газовые поры случаются благодаря быстрому затвердеванию расплавленного металла, который был насыщен газом. При прогреве они просто выходят в атмосферу, оставляя однородный валик шва. Причиной может быть попадания краски, масла и прочих посторонних вещей. При газовой сварке это может быть присутствие примесей или влажные заготовки.

Включения шлака возникают при попадании грязи в сварочную ванну, а также при плохой очистке кромок. Они чаще возникают во время многослойной сварки. При недостаточно мощности температурного источника вероятность возникновения брака возрастает.
Главная причина возникновения непровара – это плохой уровень очистки поверхности, наличие ржавчины. Еще возникают проблемы с выставлением нужного уровня зазора. При мало величине тока детали также могут не провариваться на всю глубину.

Создание трещин зависит от того, при какой температуре они возникли. Горячие возникают во время кристаллизации при температуре более 1000 градусов Цельсия. Во время затвердевания при наличии полужидких образований. В это время начинают действовать усадочные и растягивающие напряжения. Трещины возникают при высоком содержании углерода в наплавочном материале.
Образование холодных трещин возникает при температуре до 300 градусов Цельсия. Во время распада твердого раствора возникают сильные напряжения. В пустотах скапливается водород под большим давлением, что приводит к разрушению близлежащих участков металла.

Классификация сварных дефектов
Исходя из принятых ГОСТов, выделяют следующие виды дефектов сварных швов:
- нарушение формы;
- непровары и несплавления;
- Твердые включения;
- Полости;
- Трещины;
- Прочие дефекты.
Каждый из этих видов делится на несколько подвидов.
- Радиальные, которые радиально расходятся из одной условной точки;
- Поперечные, ориентация которых проходит поперек оси шва;
- Продольные, ориентация которых проходит параллельна оси шва;
- Разветвленные групповые;
- Раздельные групповые;
- Расположенные в картере;
- Микротрещины, которые не видны невооруженным глазом.
Газовая полость – обладает произвольную форму без углов. Есть следующие разновидности:
- С цепочным расположением;
- С расположением в виде скопления;
- С равномерным распределением;
- Продолговатые полости;
- Кратеры;
- Усадочные раковины.
Твердые включения — инородные предметы любого типа материала, которые оказались внутри шва.
- Остроугольные – в которых имеется хотя бы один острый угол;
- Оксидные включения – элементы содержащие кислород, к примеру, ржавчина;
- Флюсовые включения – предметы, которые попали в шов в результате применения флюса;
- Шлаковые включения – попадания сварочную ванну неочищенных кусков шлака;
- Металлические – попадания в расплавленный металл частичек тугоплавких элементов, таких как вольфрам, медь и прочее.
Несплавление:
- В корне соединения;
- Между валиками;
- На боковой поверхности.
Непровар:
- На одном или нескольких небольших участках шва;
- По всей длине соединения.
Нарушение формы:
- Наплав;
- Подрез;
- Прожог;
- Усадочная канавка;
- Натек;
- Неровная поверхность;
- Слишком высокая выпуклость швов;
- Превышенное проплавление;
- Вогнутая структура корня;
- Неравномерное распределение ширины валика;
- Большая асимметрия соединения;
- Незаполненные разделанные кромки;
- Смещение элементов, угловое или линейное;
- Несоответствующий профиль шва.
Подрезы – углубления продольного типа. Образующиеся на поверхности деталей. Они появляются со стороны корня.
Вогнутость корня – небольшая канавка, образованная со стороны корня шва.
Превышение проплава – слишком большое количество наплавленного металла на обратной стороне соединения.
Чрезмерная асимметрия – когда один катет сварного шва значительно превышает другой.
Линейное смещение – смещение элементов по уровню расположения.
Угловое смещение – смещение углового положения деталей.
Наплав – избыточное количество металла на поверхности основного.
Натек – часть металла, которая не имеет сплавления с основным, но находится на его поверхности.
Прожог – сквозное отверстие на том месте, где должен быть образован валик шва.
Существуют также дефекты, которые не включены в ГОСТ, но все равно являются тем, что мешает достижению высокого качества соединения. Сюда входит:
- Металлические брызги;
- Местные повреждения, которые случаются при зажигании дуги не в том месте;
- Задир поверхности;
- Утонение металла.

Методы контроля
Для определения, какие именно дефекты присутствуют, а также какие размеры они имеют, чтобы узнать, входят ли они в допустимый диапазон, используют . Существуют следующие методы:
- Визуальный – простая процедура осмотра, во время которой могут применяться увеличительные приборы. Он применяется практически постоянно, вне зависимости от последующих способов контроля.
- Цветная дефектоскопия – проверяет наличие микротрещин. Принцип действия основан на проникающих свойствах жидкости для этого применяются сверхтекучие материалы, такие как керосин. На обратной стороне помещается материал, меняющий цвет при контакте с керосином.
- Магнитный метод – основан на принципе распределения электромагнитных волн. Во время прохождения через неравномерную поверхность волны искажаются.
- Ультразвуковой метод – один из самых распространенных. Для него применяются переносные . Метод основан на отражении звуковых волн от поверхности.
- Радиационный метод – здесь применяется просвечивание рентгеновскими и гамма лучами. В итоге можно получить снимок дефекта, где будут видны все его детали.
Время чтения: ≈12 минут
Не важно, какую технологию вы выбрали для выполнения сварочных работ. Дефекты могут возникнуть в любом случае, что при , что при сварке . Появление дефектов связано либо с неопытностью сварщика, либо с неправильно выбранным режимом сварки, либо с недостаточно тщательным контролем качества.
Поэтому важно предотвращать дефекты и контроль качества сварных соединений должен проводится после выполнения каждой сварочной операции. В этой статье мы подробно расскажем, какие существуют распространенные дефекты сварных швов. И какие методы контроля можно использовать, чтобы обнаружить их.
Любой опытный сварщик скажет вам, что существуют многочисленные виды дефектов сварных швов. Их можно разделить на две категории - наружные и внутренние. Наружные дефекты сварных швов можно обнаружить прямо на поверхности шва с помощью специального инструмента (например, лупы) или хорошего зрения. Внутренние дефекты сварных швов визуально не видны и для их обнаружения нужно использовать особые методики контроля качества. О них мы расскажем ближе к концу. А пока дефекты.

В рамках этой статьи мы не будем перечислять все возможные дефекты, а расскажем только о самых распространенных. Итак, ниже наша краткая классификация дефектов сварных швов.
Непровар
Непровар в сварном шве - один из самых часто встречающихся дефектов у новичков. Представляет собой небольшой участок с недостаточно проваренным металлом. Основные причины образования непроваров - слишком длинная сварочная дуга, недостаточная сила тока или обе ошибки одновременно.
У новичков непровары образуются в том случае, если была выполнена неправильная или если сварка велась слишком быстро. Как не трудно догадаться, чтобы предотвратить непровар сварного шва нужно подобрать оптимальный режим сварки, варить не слишком быстро и на короткой дуге.
Подрез
Если вы когда-либо варили тавровый или нахлесточный шов, то наверняка могли заметить небольшие углубления вдоль сторон сварного валика. Это и есть подрезы. Частая причина образования подрезов - слишком быстрая сварка или неправильно подобранное напряжение сварочной дуги. Также подрезы порой возникают из-за слишком длинной дуги.
Некоторые новички спрашивают: «Допускаются ли подрезы сварных швов?». Да, но только в очень сложных конструкциях, где подрезов не избежать. В подобных ситуациях подрезы называют просто «допустимые дефекты сварных швов». В остальных случаях это недопустимые дефекты.
Наплыв
Наплыв в сварном шве в 95% случаев свидетельствует о том, что вы неправильно настроили или недостаточно тщательно зачистили кромки. Очевидно, что для предотвращения образования дефекта нужно правильно настроить силу сварочного тока и немного повысить напряжение дуги.
Прожог
Прожог сварного шва - это сквозное отверстие в сварном соединении, которое вы можете обнаружить невооруженным глазом. Прожоги образуются из-за медленной сварки. В одном месте концентрируется слишком большая температура и металл плавится больше, чем должен. Главная опасность прожогов - существенное снижение прочности шва.
Понизьте сварочный ток и ускорьте формирование шва. Только так вы сможете предотвратить появление прожогов. Уделите особое внимание, если варите алюминий. У него очень высокая теплопроводность, при этом низкая температура плавления. Так что получить прожог на алюминиевой заготовке проще простого.
Кратер
Кратер - это воронка небольшого размера, расположенная прямо на валике шва. Чаще всего в самом его конце. Образуется из-за резкого обрыва дуги. Ведите дугу плавно и оканчивайте сварку постепенно. Если на вашем сварочном аппарате есть специальный режим предотвращения образования кратеров, то включите его.
Горячая или холодная трещина
Трещины в сварных швах - также один из самых часто встречающихся дефектов. Трещины бывают холодными и горячими. Горячие образуются во время сварки, а холодные - после. Горячие трещины образовываются при несовместимости электрода/присадочной проволоки и свариваемого металла. Иногда трещины могут образоваться при попытке заварить кратер, о котором мы говорили выше. Проверяйте, чтобы состав присадочного материала и металла был идентичен.
С холодными трещинами все проще. Они образовываются только в том случае, если шов слишком хрупкий и не выдерживает механической нагрузки. Единственный способ предотвратить появление холодных трещин - соблюдать технологию сварки и работать профессионально. Горячие и холодные трещины могут быть как внутренними (скрытыми от глаз), так и наружными.
Поры
Что такое пора в сварке? Пора (а чаще всего поры) - это небольшие углубления в структуре шва. Могут быть поверхностными или внутренними. Представьте муравейник, который пронизывают множественные ходы. Вот то же самое происходит и со швом. Поры без сомнения можно назвать самым частым дефектом из всех возможных.
Если в ходе процесса образовались поры в сварном шве, значит вы с самого начала все делали неправильно. Скорее всего, вы недостаточно тщательно зачистили кромки и не защитили шов от попадания кислорода. А подобные ошибки совершают только те, кто только-только начал свое знакомство со сваркой. На работайте на сквозняке и проверяйте качество электродов/исправность горелки/исправность системы подачи газа.
Методы контроля качества
Что ж, теперь вы знаете самые распространенные дефекты сварных соединений и причины их возникновения. Теперь давайте поговорим о . Мы расскажем вам о самых часто применяемых и эффективных. Это визуально-измерительный контроль, радиационный и ультразвуковой контроль.
Визуально-измерительный контроль
(ВИК) - это самый простой и самый старый способ оценки качества сварного соединения. Из названия понятно, что в ходе этого контроля используется визуальное наблюдение и измерительные приборы. Под визуальным наблюдением подразумевается простой осмотр шва невооруженным глазом или с помощью лупы. В отдельных случаях используют микроскопы. А в качестве измерительных инструментов чаще всего применяют обычные линейки. Это самый доступный и недорогой метод контроля, поскольку инструменты стоят недорого и такому контролю можно обучить самого сварщика, выполняющего работу. Предприятию даже не нужно нанимать отдельных специалистов для проведения этого контроля.

Сейчас в магазинах продаются специальные наборы со всеми необходимыми инструментами и даже подробно инструкцией, как проводить контроль. Вам достаточно один раз прочесть брошюру, все запомнить и вы уже можете провести такой контроль самостоятельно. Но, несмотря на все плюсы, есть у ВИК большой недостаток - значительное влияние человеческого фактора на результат контроля. Вся ответственность ложится на плечи человека. И если он в силу объективных или субъективных причин не сможет выполнить контроль качественно, то есть вероятность брака.
Радиационный контроль
(его также называют радиографическим) - очень интересный метод контроля, который основан на применение рентгеновских лучей. Да, как при рентген-диагностике в поликлинике. Деталь повещается в специальный аппарат (или аппарат устанавливается на деталь), затем сквозь металл пропускают рентгеновское излучение и на выходе получают снимок, на котором видны все дефекты сварки. Эта технология наверняка известна вам давно.

Нетрудно догадаться, что подобная диагностика крайне эффективна. На снимке видны малейшие дефекты, которые невозможно обнаружить любым другим способом. Особенно, если снимок выполняется с применением компьютера, на котором потом можно детально рассмотреть все изъяны сварки. Но при работе с рентгенографом необходимо соблюдать повышенную технику безопасности. Частицы радиации могут заражать воздух, из-за чего он становится токопроводимым. А о возможном вреде для здоровья и говорить не приходится. Так что к выполнению радиационного контроля должны быть допущены только хорошо обученные сотрудники.
Ультразвуковой контроль
Ультразвуковая дефектоскопия сварных швов (он же ультразвуковой контроль качества или просто УЗК сварных швов) - метод контроля, который во многом схож с выше описанным радиационным. Только вот вместо рентгеновских лучей здесь используются ультразвуковые волны. Для фиксации результата используется ультразвуковой дефектоскоп для контроля сварных соединений.

Суть его работы проста. На поверхность шва посылаются ультразвуковые волны, которые проходят сквозь металл. Проходят не полностью, часть лучей отражается и возвращается обратно. Если у шва есть какой-либо дефект, то отразившиеся и вернувшиеся назад волны будут ослаблены и искажены. Проще говоря, они будут отличаться от тех, что были пущены вначале проведения контроля. Все эти изменения как раз и фиксирует дефектоскоп.
Ультразвуковой контроль используется очень часто. Для его проведения можно установить большой стационарный дефектоскоп в отдельном кабинете, а можно приобрести компактную модель для выездной диагностики. И эта компактная модель сможет дать вполне объективный результата. С помощью дефектоскопа можно не только узнать местонахождение дефекта, но и его размеры. Но нужно учитывать, что дефектоскопы стоят дорого и для работы с ними нужно дополнительно обучать персонал. Или искать специалиста «на стороне».
Вместо заключения
Дефекты сварных швов и соединений бывают разными, но суть всегда одна - они так или иначе нарушают эксплуатационные характеристики готового изделия. Чтобы их избежать необходимо как можно больше практиковаться, правильно настраивать режим сварки и не забывать о контроле качества. Проведение ультразвукового контроля занимает считанные минуты, а в результате вы получаете объективную картину и можете трезво оценить качество своей работы.
В процессе образования сварного соединения в металле шва и околошовной зоны могут возникнуть дефекты, которые в зависимости от причин, их вызывающих, делятся на две группы: первая - дефекты, связанные с особенностями технологических и тепловых процессов, протекающих непосредственно при нагреве, кристаллизации и остывании сварного соединения. Вторая- дефекты формирования шва, их происхождение связано с нарушением режима сварки, неправильной подготовкой под сварку, неисправностью сварочной аппаратуры и другими причинами общего характера. По способам обнаружения дефекты делятся на внешние и внутренние- К внешним относятся дефекты, расположенные на поверхности сварного соединения и обнаруживаемые невооруженным глазом или с помощью лупы. Внутренними называются дефекты, не выходящие на поверхность сварного соединения и наблюдаемые с помощью специальной аппаратуры.
Дефекты технологических и тепловых процессов сварки. К дефектам указанной группы относятся кристаллизационные трещины, поры, холодные трещины, неметаллические включения, несплавление.
Кристаллизационными (горячими) трещинами называются микро- или макроскопические, имеющие характер надреза, несплошности, зарождающиеся в интервале температур кристаллизации металла. Трещины могут развиваться при остывании металла в твердом состоянии. По отношению к оси шва трещины делятся на продольные и поперечные. Продольные трещины могут располагаться по оси шва в месте стыка столбчатых кристаллитов или между соседними кристаллитами. Поперечные трещины располагаются между соседними кристаллитами. Кристаллизационные трещины являются одним из основных видов брака при сварке. Наличие трещин в сварном соединении не допускается, так как они могут послужить причиной разрушения изделия.
Несплошности (пустоты) между кристаллитами по оси шва или по его сечению называются порами. Поры могут выходить или не выходить на поверхность сварного шва, они располагаются цепочкой или группами. Поры являются недопустимым дефектом для сварных швов изделий, работающих под давлением или вакуумом, предназначенных для хранения и транспортирования жидких и газообразных продуктов. По сравнению с трещинами поры менее опасны, однако их наличие нежелательно.
В отличие от кристаллизационных (горячих) холодные трещины образуются в сварных соединениях при невысоких температурах (ниже 200 °С)- Особенностью холодных трещин является замедленный характер их развития. Холодные трещины в основном зарождаются по истечении некоторого времени после сварки и затем медленно, на протяжении нескольких часов и даже суток, распространяются по глубине и длине. Холодные трещины - это типичный дефект сварных соединений из средне- и высоколегированных сталей. Холодные трещины в металле шва появляются, главным образом, в том случае, когда по содержанию углерода и легирующих элементов металл шва близок к составу основного металла. Эти трещины имеют такой же вид, как и кристаллизационные. Холодные трещины залегают в металле шва и в околошовной зоне.
Неметаллическими включениями называют посторонние частицы, оставшиеся в металле шва (частный случай - шлаковые включения). Неметаллические включения образуются в результате реакций, протекающих в жидком металле, и попадания частичек покрытия электродов и других материалов, соприкасающихся с жидким металлом. Неметаллические включения нежелательны, так как приводят к снижению ударной вязкости металла шва, прочностных характеристик и деформационной способности.
При дуговой сварке образуется зона несплавления в том случае, если к моменту заполнения углубления, появившегося в основном металле под сварочной дугой, жидкая пленка, покрывающая поверхность, успела закристаллизоваться, а запас теплоты, накопленный в сварочной ванне, недостаточен для повторного расплавления основного металла. Для предупреждения образования зоны несплавления на практике с увеличением скорости сварки необходимо соответственно повышать коэффициент формы шва.
Дефекты формирования шва. Из-за неправильного выбора режима сварки, отклонений параметров режима от заданных, неправильной подготовки изделия под сварку, неисправности аппаратуры в сварном соединении могут возникнуть дефекты - непровары, подрезы, наплывы и прожоги.
Непровар представляет собой отсутствие расплавления основного металла и соединения свариваемых элементов по их толщине. Такой вид непровара называется непроваром в корне шва или по сечению. Бывает непровар по кромкам разделки или между слоями шва, когда нет соединения между металлами основным и шва и между отдельными слоями при многослойной сварке. Непровар в корне шва образуется из-за уменьшения сварочного тока, увеличения напряжения на дуге или скорости сварки, уменьшения скорости сварки (расплавленный металл сварочной ванны затекает вперед ня холодный основной металл и не сплавляется с ним), неточного направления электрода по оси разделки, неправильного возобновления процесса сварки после смены электрода. Непровар по кромке является следствием изменения формы шва из-за уменьшения напряжений или увеличения скорости сварки, что приводит к несовпадению формы шва или слоя с формой разделки. Этот вид непровара вызывается недостаточно точным направлением электрода по отношению к свариваемым кромкам, неправильной последовательностью наложения слоев при многослойной сварке, большой шириной зазора, превышающей ширину шва. При величине непровара, превосходящего допустимые для данного изделия пределы, участок шва удаляется и заваривается вновь.
Подрезом называется местное уменьшение толщины основного металла у границы шва. Наиболее часто подрезы образуются в угловых соединениях и при сварке многослойных швов. Реже - при сварке однослойных стыковых швов. В большинстве случаев подрез появляется при значительно повышенном напряжении на дуге или из-за плохо выполненной сварки. Образование подрезов при сварке стыковых швов без разделки связано с плохим растеканием части металла шва, усиливающим шов. Подрез вызывает уменьшение сечения основного металла и приводит к резкой концентрации напряжений, когда он расположен перпендикулярно к направлению главных напряжений, действующих на сварное соединение. Если глубина подреза превышает 1 - 2 мм (в зависимости от толщины основного металла), то дефектный участок заваривают. При меньшей глубине подрез следует зачистить механическим способом.
Натекание расплавленного металла на поверхность основного металла без сплавления с ним называется наплывом. Наплывы в основном наблюдаются при сварке стыковых и тавровых соединений. Для предотвращения появления наплывов необходимо увеличить напряжение на дуге (увеличение ширины шва) или уменьшить количество наплавляемого металла. Наплыв устраняется удалением лишнего металла механическим способом.
В конце процесса сварки при обрыве дуги образуется углубление, называемое кратером. Кратер ослабляет шов и является источником появления трещин. Если сварка ведется без выводных планок, то кратер следут тщательно заваривать и обрывать дугу уже на заваренном участке шва. Не следует выводить кратер на основной металл, так как это приводит к образованию ьодрезов.
Шлаковые включения представляют собой видимые невооруженным глазом участки шлака, расположенные в металле шва у границы сплавления, между слоями наплавленного металла или в корне шва. Шлаковые включения образуются из частиц шлака расплавленного покрытия электродов, остатков плохо очищенной шлаковой корки. Если наличие шлаковых включений превышает допустимые для данного изделия нормы, то дефектные участки вырубаются и завариваются заново.
Недопустимым дефектом в швах являются прожоги, которые представляют собой пустоты в шве, появившиеся в результате вытекания сварочной ванны. Прожоги образуются при значительно большем сварочном токе, зазоре, чем требуется по технологии, изменении наклона электрода или изделия. Места прожогов должны быть зачищены и заварены заново.
Влияние дефектов на прочность сварных соединений. Влияние дефектов на механические свойства сварных соединений определяется величиной и формой дефектов, частотой их повторения, материалом конструкции, условиями эксплуатации и характером нагрузки. Поэтому наличие дефектов в сварных соединениях еще не означает потерю их работоспособности. Но дефекты могут существенно снижать работоспособность конструкций и при определенных условиях привести к их разрушению. Следовательно, для определения надежности сварных конструкций и установления требований, предъявляемых к качеству сварных соединений, необходимо располагать сведениями о влиянии наиболее вероятных дефектов на прочность соединений. Наибольшую опасность для конструкций представляют внутренние дефекты, так как их надо обнаружить, не разрушая сварного соединения.
В конструкциях, работающих при статических и динамических нагрузках, одни и те же дефекты неодинаково влияют на сварные соединения. При статической нагрузке основное влияние на прочность конструкций, работающих при температурах до -60 °С, оказывает относительная величина дефекта при условии, что материал сварного соединения имеет большой запас пластичности. При более низких температурах прочность характеризуется интенсивностью напряжений в зоне дефекта. При динамических нагрузках прочность сварных соединений определяется их сопротивлением усталостным напряжениям. Подрезы’, поры, шлаковые включения и не-провары снижают долговечность конструкций, являясь причинами образования концентрации напряжений. Трещины любой величины, как правило, не допускаются в сварных соединениях, так как способствуют концентрации внутренних напряжений, легко распространяясь при этом в глубь металла.
Степень влияния подрезов на усталостную прочность зависит от глубины подреза, величины остаточной напряженности и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0,1 толщины стенки трубы, но не более 1 мм. На одном стыке допускается подрез общей протяженностью не более 30% длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа (от 100 до 1000кгс/см2) и температуре от -50 до +510°С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20% протяженности шва при наружном диаметре до 159 мм и длиной более 100 -мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5% при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.
Поры являются причинами усталостных разрушений в угловых, стыковых и в поперечных швах (по отношению к действующей нагрузке) с высокими растягивающими остаточными напряжениями. Поэтому в сварных швах трубопроводов высокого давления не допускаются одиночная пора, сплошная цепочка или сетка пор (независимо от длины и площади) размером более 5% толщины стенки трубы при ее толщине до 20 мм и свыше 1 мм при большей толщине и наличии двух и более пор на 100 мм сварного шва- В нахлесточных соединениях поры практически не влияют на их выносливость. Отрицательное влияние на прочность сварки соединений оказывают также шлаковые включения.
Непровар оказывает большое влияние на ударную прочность металла сварных швов. По данным Института электросварки им. Е. О. Патона, непровар в 10% толщины сварного соединения может наполовину снизить усталостную прочность, а непровар в 40-50% снижает пределы выносливости стали в 2,5 раза-
Эксплуатация сварных конструкций показывает, что сварочные напряжения и деформации в основном не снижают несущей способности конструкций. Но в некоторых случаях изменение размеров и формы сварной конструкции снижает ее работоспособность, портит внешний вид и даже может привести к разрушению. Так, искривление продольной оси элементов конструкций, работающих на сжатие, местное выпучивание, грибовид-ность полок колонн и балок могут привести к потере устойчивости и разрушению всей конструкции.
Существует общая закономерность снижения прочности сварных конструкций под действием ударной нагрузки при наличии подрезов, пор, шлаковых включений и непроваров. Виды, количество и размеры допускаемых внутренних дефектов зависят от назначения конструкции.
У трубопроводов для горючих, токсичных и сжиженных газов сварные швы бракуют, если обнаружены трещины любых размеров и направлений, свищи, сетки или цепочки пор, шлаковые или другие инородные включения, непровар в корне шва, межваликовые несплавления. Кроме того, бракуют сварные, швы, имеющие неЬровар при одностороннем шве без подкладного кольца глубиной более 10% толщины стенки трубы (если она не превышает 20 мм) и глубиной более 2 мм при толщине стенки свыше 20 мм, а также бракуют швы, имеющие одиночные поры, включения вольфрама размером свыше 10% толщины стенки (если толщина не превышает 20 мм) и размером более 2 мм (если толщина стенки свыше 20 мм) в количестве более трех на каждые 100 мм шва.
Примерно такими же являются браковочные признаки для трубопроводов высокого давления.
В сварных соединениях стальных конструкций промышленных и гражданских зданий и сооружений допускаются непровары по сечению швов в соединениях, Доступных сварке с двух сторон глубиной до 5% толщины металла, но не более 2 мм при длине непровара не более 50 мм и общей длине участков непровара не более 200 мм на 1 м шва. Кроме того, возможны непровары в соединениях, доступных сварке с одной стороны (без подкладок), глубиной до 15% толщины металла, если она не превышает 20 мм. Допускается суммарная величина непровара, шлаковых включений и пор, расположенных отдельно нли цепочкой, не превышающая в рассматриваемом сечении при двухсторонней сварке 10% толщины свариваемого металла, но не более 2 мм, и при односторонней сварке без подкладок 15%, но не свыше 3 мм.
Работоспособность сварных соединений и сварных конструкций в целом во многом определяется качеством сварных швов. Вопросы надежности работы сварных конструкций в настоящее время приобретают все большее значение из-за их эксплуатации при высоких -и низких температурах, в агрессивных средах, при больших рабочих напряжениях. При обработке материалов, в том числе и при сварке, практически всегда образуются различные дефекты. Вид дефектов и механизм их появления зависят от особенностей технологического процесса. При сварке плавлением образование дефектов определяется характером взаимодействия жидкого и твердого металлов, а также металлов с газами и шлаком. Жидкий металл растворяет определенное количество газов из воздуха и газообразных продуктов разложения электродного покрытия. Основными газами, влияющими на свойства металла и чаще всего присутствующими в металле, являются кислород, водород и азот. Водород физически растворяется в расплавленном металле, а кислород и азот с большим количеством металлов вступают в химическое взаимодействие. В процессе охлаждения вследствие снижения растворимости газов в металле происходит их выделение.
В сварных соединениях встречается несколько групп дефектов. В зависимости от места нахождения и вида дефекты делятся на наружные и внутренние. К наружным дефектам относятся дефекты формы шва (неравномерные ширина и высота шва, бугры, седловины, разная высота катетов) и подрезы, прожоги, поджоги, наплывы, незаверенный кратер и вышедшие на поверхность газовые поры, трещины. К внутренним дефектам относятся трещины, непровары, поры, шлаковые включения, слипания.
Процесс формирования шва и образования дефектов формы шва прежде всего связан с режимом сварки и пространственным положением сварного соединения. Основными элементами режима, влияющими на процесс формирования шва, являются величина, род и полярность тока, напряжение дуги и скорость сварки.
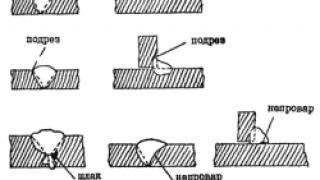
Подрезы (рис. 83) представляют собой углубления в основном металле, идущие по краям сварного шва. Глубина подреза может достигать нескольких миллиметров. Причиной образования подрезов может быть большая сила тока и повышенное напряжение, смещение электрода относительно оси шва, неудобное пространственное положение шва при сварке, небрежность или недостаточная квалификация сварщика. Незаполнение углубления металлом и появление подреза определяются соотношением скорости кристаллизации металла шва и заполнения углубления жидким металлом. Поэтому устранить подрезы можно, уменьшив скорость кристаллизации или увеличив скорость заполнения углубления металлом. Обычно снижают скорость кристаллизации за счет уменьшения скорости сварки, предварительного подогрева деталей или применения многоэлектродной сварки, однако влияние предварительного подогрева, очевидно, связано не только со снижением скорости кристаллизации металла, но и с улучшением смачиваемости твердого металла расплавленным металлом вследствие меньшей разности температур между ними. Уменьшая рабочую толщину металла, подрезы являются местными концентраторами напряжений от рабочих нагрузок и могут привести к разрушению сварных швов в процессе эксплуатации конструкций. Причем более опасными являются подрезы, расположенные поперек действующих на них усилий в угловых и стыковых швах. При сварке на больших токах и высоких скоростях иногда отмечается отсутствие зоны сплавления между основным и наплавленным металлами. При сравнении этого дефекта с подрезами выясняется, что несплавления являются подрезами очень большой величины, а следовательно, и механизм их образования должен быть аналогичен механизму образования подрезов.
Рис. 83. Подрезы
а - в стыковом соединении; б -в горизонтальном шве. расположенном на вертикальной плоскости; в- в угловом шве таврового соединения
Влияние подрезов на усталостную прочность зависит от глубины подреза, величины остаточных напряжений и вида сварного соединения. Так, у трубопроводов для горючих, токсичных и сжиженных газов не допускаются подрезы в местах перехода сварного шва к основному металлу глубиной более 0,1 толщины стенки грубы, но не более 1 мм. На одном стыке допускается подрез общей протяженностью не более 30 % длины шва. Сварные стыки трубопроводов, работающих при условном давлении от 10 до 100 МПа и температуре от -50 до 510 °С, бракуют при наличии подрезов в местах перехода от шва к основному металлу длиной более 20 % протяженности шва при наружном диаметре до 159 мм и длиной более 100 мм при наружном диаметре свыше 159 мм. Кроме того, сварные стыки трубопроводов бракуют при подрезах глубиной более 5 % при толщине стенки до 10 мм и глубиной более 1 мм при толщине стенки более 10 мм. Суммарное влияние подреза и увеличения растягивающих остаточных напряжений может привести к снижению предела выносливости вдвое.

Рис. 84. Прожоги
При повышении погонной энергии сварочной дуги увеличивается объем расплавленного металла. Если увеличение погонной энергии произошло за счет повышения силы сварочного тока, заметно возрастет и давление дуги. Поэтому при повышении погонной энергии возможно, что силы давления дуги и гидростатического давления станут больше сил поверхностного натяжения, что приведет к вытеканию металла и образованию прожогов (рис. 84). Причинами прожогов являются также неравномерная скорость сварки, увеличенный зазор. Прожоги появляются при сварке металла небольшой толщины, первого слоя в многослойных швах и при сварке вертикальных швов снизу вверх. Особенно часто прожоги возникают при сварке металла небольшой толщины, когда ширина сварочной ванны достигает значительных размеров и иногда превышает толщину металла. При сварке на весу можно избежать прожогов за счет уменьшения давления дуги и объема сварочной ванны, используя для этого импульсно-дуговую сварку. Существуют дефекты, называемые поджогами металла. Они возникают в процессе возбуждения дуги рядом с разделкой кромок. Этот дефект обязательно надо удалять, так как он является источником концентрации напряжений.
В конце сварки при внезапном обрыве дуги образуется углубление, называемое кратером. Размеры кратера зависят от силы сварочного тока. Если сварку ведут без выводных планок, кратер следует тщательно заваривать и обрывать дугу на уже заваренном участке шва. Незаделанные кратеры оказывают неблагоприятное влияние на прочность сварного соединения, так как являются концентраторами напряжений. Не следует выводить кратер на основной металл, так как это приводит к образованию подрезов. При наличии в металле шва кратера в случае приложения вибрационной нагрузки снижение прочности сварных соединений из малоуглеродистой стали достигает 25%, а из низколегированной - 50%.
Чрезмерная сила тока при длинной дуге и большой скорости сварки, увеличенный наклон сварного шва, неправильное манипулирование электродом, неудобное пространственное положение шва, выполнение вертикальных швов снизу вверх и недостаточный опыт сварщика могут привести к наплывам (рис. 85) расплавленного металла на нерасплавленный основной металл. Наплывы могут быть местными или иметь значительную длину.

Рис. 85. Наплывы в швах
а - горизонтальном; б - нахлесточного соединения; в - таврового соединения; г - стыковом или при наплавке валиков

Рис. 86. Дефекты формы шва
а - неравномерная ширина шва при ручной сварке; б - то же, при автоматической сварке: в - неравномерное усиление - бугры и седловины
Неравномерная ширина швов, неравномерность усиления по длине шва, местные бугры и седловины (рис. 86) образуются из-за недостаточной квалификации сварщика, неправильных движений электрода, зависящих от зрительно-двигательной координации сварщика, а также в результате отклонений от заданных размеров зазора кромок при сборке. Рассмотренные дефекты формы шва снижают прочность сварных соединений и косвенно указывают на возможность возникновения внутренних дефектов.
Образование пор (рис. 87) в металле сварных швов во многом определяется содержанием газов в металле, поэтому изучение вопросов распределения газов между металлом и газовой средой позволяет проектировать научно обоснованные технологические процессы и разрабатывать мероприятия по снижению пористости сварных швов. Металл сварочной ванны всегда содержит некоторое количество газа, которое попадает в него в процессе изготовления конструкции, вследствие нарушения защиты сварки или может образоваться в металле сварочной ванны в результате химической реакции. Интенсивность взаимодействия газов с металлами зависит от их химического сходства, температуры, давления, величины контактной поверхности. При сварке имеются условия, способствующие усилению взаимодействия газов с металлами - высокая температура, значительная контактная поверхность металл - газ при сравнительно небольшом объеме металла, интенсивное перемешивание металла, наличие электрических и магнитных полей. Поэтому содержание газов в металле шва бывает выше, чем в основном металле.

Рис. 87. Пористость в наплавленном металле шва
а - равномерная; б - п виде скоплений; в - в виде цепочки
При некоторых условиях может произойти перенасыщение расплавленного металла газами, т. е. металл сварочной ванны будет находиться в нестабильном состоянии. Переход в стабильное состояние произойдет только в том случае, если находящийся в металле газ выделится из него в атмосферу или образует в нем газообразные пузыри. В сварочной ванне всегда имеются поверхности раздела между различными фазами - расплавленного металла со шлаком, неметаллическими включениями и твердым металлом. Однако известно, что наличие межфазных границ способствует образованию новой фазы. Пузырьки газа, появившиеся в сварочной ванне, вследствие разности плотностей металла и газа будут стремиться выйти на поверхность. Процесс удаления газового пузырька из сварочной ванны можно разделить на два этапа - перемещение пузырька к границе металл -газ или металл--шлак и переход газового пузырька через межфазную границу. На поднимающийся пузырек помимо сил поверхностного натяжения, которые стремятся придать ему сферическую форму, действуют также силы трения и давление жидкости, стремящиеся деформировать пузырек. В итоге форма пузырька будет определяться соотношением действующих на него сил, величина которых, очевидно, зависит от размера всплывающего пузырька. Газовые пузырьки могут быть удалены из металла, пока он находится в расплавленном состоянии. Однако если они образуются в период кристаллизации металла сварочной ванны, то такие пузырьки останутся в металле в виде пор. Опасность возникновения пор увеличивается и вследствие скачкообразного уменьшения растворимости водорода и азота в металле при его затвердевании.