Приветствую всех мозгоремесленников ! После почти года «общения» с молотом и наковальней, я, наконец-то, приобрел необходимые опыт и инструменты для создания кованных поделок , таких как небольшой «дамасский» нож из данной мозгостатьи .

А начинал я, кстати, с небольшой кувалды в качестве наковальни, бил по которой небольшим молотком.
Сейчас же речь пойдет о создании своими руками небольшого, кованного, а не вырезанного, ножа с помощью самодельного горна, наковальни, молота и решимости. На лавры профессионала я не претендую, и это, безусловно, не единственный спсособ получения сварного дамасска, это рассказ о том, как мне удалось его сделать.
Дамасской сталью сегодня называют сварной дамасск, получаемый из сваренных металлических пластин различной мозгостали , впоследствии прокованных и перекрученных. Это как слепить вместе пластилин разных цветов и перекрутить его для получения волнистого узора. После ковки такую заготовку подвергают травлению, при котором разнородные металлы заготовки разъедаются неравномерно, тем самым образуя красивый контраст. Оригинальная дамасская сталь получается другим, весьма специфическим способом (хотя внешне похожа на современный дамасск), и мало кто знает, как ее создать, данный факт создал дамасску репутацию металла, якобы наделенного волшебной силой. А причина этой «силы», аналогичной и для самурайских мечей — процесс, позволяющий получать более однородную, и следовательно с нужными качествами, сталь, чего нельзя добиться другими способами, и дающий возможность включать в состав заготовки низкокачественную и высоко/низко углеродистую сталь. Что дает намного более качественное лезвие.
ВНИМАНИЕ!! Нож может быть опасен, прошу не давать его в руки людям с нарушениями психики!!!
Шаг 1: Материалы и инструменты
— стальные пластинки двух или более марок (предпочтительней в высоким содержанием угдерода), которые будут контрастировать друг с другом, я взял высокоуглеродистую 1095 сталь и сталь 15n20, с небольшим содержанием никеля, который добавит яркости и контраста после травления
— флюс (бура, которую можно приобрести в хозяйственном магазине)
— кусок арматуры, длинный пруток (будет приварен к заготовке в качестве ручки)
— дерево на ваш выбор для рукоятки ножа
— эпоксидная смола (отвердевающая за 5 минут самое то)
— латунные клепки
— состав для обработки древесины рукоятки, я использовал льняное масло
— масло для закалки металла (растительное)
— хлорное железо
— наковальня (желательно настоящая стальная наковальня, хотя при отсутствии таковой подойдут и некоторые другие прочные объекты: кусок рельса, кувалда, большая металлическая болванка, старый причальный столбик «кнехт», или просто большая прочная, твердая и ровная поверхность. Помните как все началось с ударов камнем на большом камне)
— молот (я использовал весом 1.3кг, с поперечным бойком)
— клещи
— сварка (необязательна, но желательна для сваривания пластинок друг с другом и приваривания ручки, если у вас нет сварки, то можно плотно обернуть пластины проволокой)
— кузнечный горн (способный нагреть заготовку до необходимых для ковки температур, что очень важно для качественного сплавления пластин друг с другом, более подробно об этом позднее)
— ленточный шлифстанок или напильник с горой терпения
— духовой шкаф или другой способ закаливания
— дрель или сверлильный станок
— тиски (очень полезна вещь)



Шаг 2: Сборка заготовки




Стальные пластинки обрезаются по нужным мозгоразмерам , мои к примеру 7.6х1.2см; при этом, чем больше заготовка, тем труднее ее формировать молотом. Перед тем как сварить их в стопку, пластинки со всех сторон очищаются от ржавчины и окалины. Далее пластинки укладываются стопкой, чередуя марки стали, так моя заготовка состояла их 7 пластин, три из которых марки 15n20, и четыре — 1095.
Выравненные относительно друг друга пластинки прихватываются сваркой (не обращайте особо внимания на мой шов), а затем к стопке приваривается ручка, чтобы было легче оперировать с заготовкой при ковке. Нет ничего зазорного, особенно после того как, стопка пластин сварена, в том, чтобы использовать только клещи. Я в любом случае выковал себе свои.
Шаг 3: Первая ковка стопки



Немного о моем горне: сделан он своими руками из пустого (для предосторожности специально купил новый) газового баллона, внутри выложен 5см-м слоем каолиновой ваты и огнеупорным цементом. Разогревается он горелкой типа Ron-Reil, о которой есть много хороших мозгостатей . Сам горн не особо большой и без проблем разогревается до нужной температуры.
Итак, заготовка из пластин нагревается до вишнево-красного цвета, жар для этого нужен не очень сильный. Нагретая заготовка самоделки посыпается бурой, которая сразу начинает плавиться и необходимо позволить ей просочится между пластинами. Это удалит окалину и предотвратит окисление, не позволяя кислороду контактировать с металлом. Данное действие обеспечит чистоту металла заготовки.
Затем заготовка снова нагревается в горне и процедура повторяется еще пару раз, не забывая очищать окалину при необходимости. А уже после этого заготовка нагревается до ковочной температуры, сколько это не могу сказать точно, но полагаю, где-то в районе 1260-1315 градусов Цельсия. При такой температуре заготовка будет иметь очень яркий желто-оранжевый цвет, примерно как умеренный дневной свет.
Чтобы не тратить время убедитесь, что наковальня и молот находятся под рукой и есть достаточно свободного рабочего пространства.
Затем заготовка быстро помещается на наковальню и легкими, мягкими ударами, равномерно по всей площади, начинается сквовка пластин воедино. Далее заготовка снова помещается в горн и разогревается до ковочной температуры, а потом проковывается ударами средней силы.
А уже после этого заготовка вытягивается, так, чтобы ее можно было загнуть.
Шаг 4: Загибание заготовки






Настало время увеличить количество мозгослоев в заготовке. Для этого заготовка проковывается до длины в два раза большей изначальной, но при этом важно равномерно протягивать ее, а не просто растягивать. По середине протянутой заготовки на подсечке, зубилом или другим подходящим способом делается поперечное углубление на 3/4 или 4/5 по толщине, по которому заготовка затем складывается пополам на краю наковальни, переворачивается и проковывается по всей длине, при этом убедившись, что половинки не сдвинулись относительно друг друга по боковым кромкам.
Затем повторяется процесс нагревания/ковки из предыдущего шага: флюс, нагрев, остывание, нагрев, ковка, горн. Процедура увеличения числа слое повторяется до нужного количества этих слоев, так я сложил ее 4 раза и получил 112 слоев. (Хотите больше слоев, пожалуйста, узор тогда получится мельче. Формула для рассчета слоев такова: начальное количество * 2 в степени количества загибаний, то есть 7*2^4=112).
Далее разогретая до ковочной температуры заготовка самоделки помещается в паз наковальни, хорошенько скручивается, а затем ей снова придается прямоугольная форма. Но до скручивания, заготовка пробивается по углам для того, чтобы ее форма стала более округлой, ведь при скручивании и обратной проковке в прямоугольную заготовку могут образоваться включения и примеси от образующихся складок, если температура заготовки меньше ковочной.
После этого мозгозаготовка опять проковывается (я повторил его несколько раз), и охлаждается, а чтобы убедиться в однородности ковки, я зачистил один из концов заготовки. Во время самой ковки, особенно на первом этапе, важно держать температуру заготовки высокой и быть аккуратным, иначе можно оторвать слои друг от друга (по другому это называется расслоение, что совсем не хорошо).
Шаг 5: Модель и грубое формирование профиля



Теперь необходимо представить профиль будущего ножа и грубо выковать его из заготовки. Чем точнее вы можете проковать профиль и скос, тем меньше придется возиться со шлифовкой (на станке или напильником). На эту тему есть много мозгостатей более опытных кузнецов, поэтому я не углубляюсь в подробности. Суть в том, что заготовка ведет себя примерно как пластилин, когда она разогрета, необходимо пробивать ее в нужном направлении.
Шаг 6: Шлифовка профиля




Чистовое формирование профиля осуществляется болгаркой и напильником. Запаситесь чаем, ведь скорее всего, на это потребуется много времени, если конечно у вас нет шлифовального мозгостанка .
Шаг 7: Шлифовка, шлифовка, шлифовка…и размышления о смысле жизни



Шаг 8:Готовый профиль






После того как профиль поделки сформирован, его необходимо еще доработать напильником с более мелким зерном, я использовал 400-е. Кромка лезвия затачивается почти, но не до конца, необходимо оставить его немного не заточенным, чтобы при закалке материал кромки не деформировался. После этого в рукоятке ножа высверливаются отверстия под клепки и подготавливаются деревянные плашки для этой рукоятки.
Шаг 9: Волнующий момент




Закалка.
Она либо «создаст» ваше лезвие, либо погубит его. Важно сконцентрироваться и быть осторожным, иначе можно деформировать и разрушить лезвие. Способ которым я пользовался, является не самым тщательным методом мозгозакалки
, но лишь он был доступен мне с имеющимися у меня инструментами, да и масло было самым лучшим, которое я мог достать.
Перед закалкой, лезвие необходимо нормализовать. Это снимет напряжения, накопившиеся во время ковки и скручивания, и снизит вероятность коробления во время закалки. Делается эта нормализация нагреванием лезвия выше его критической температуры (когда он больше не намагничивается, поэтому полезно под рукой иметь магнит) и охлаждением на воздухе. Процесс повторяется три-пять раз, так я сделал это 5 раз. К тому же это действие поможет вам натренироваться извлекать лезвие из горна, потому как во время закалки недопустимы никакие заминки. Данное действие показано на фото с моим болтающимся ножом. А еще эта часть крута тем, что во время остывания происходит окисление, которое начинает раскрывать узор стали.
Закалка: лезвие снова нагревается выше критической температуры, а затем быстро вынимается и помещается, в первую очередь острием, в теплое растительное масло (для таких марок мозгостали как у меня). Для разогревания самого масла можно просто нагреть что-нибудь металлическое и бросить в емкость с маслом, я например, использовал костыль для шпал. Масло перемешайте, так вы получите более ровную закалку. Если ваша сталь высокоуглеродистая, то для закалки не используйте воду, это лишь испортит лезвие, потому что вода слишком быстро охлаждает, что не подходит для высокоуглеродистой стали.
С поделкой сейчас следует обращаться как со стеклом, потому что если лезвие было закалено правильно, то оно настолько хрупко, что может расколоться если его уронить.
После этого наступает черед отпуска.
Шаг 10: Отпуск металла
Отпуск — это процесс придания некоторой твердости лезвию, чтобы увеличить его срок службы и прочность. Достигается это нагреванием лезвия при определенной контролируемой температуре. Отпуск своей мозгоподелки я проводил в духовом шкафу в течение часа при температуре 205 градусов Цельсия. «Пропекаем» пока на табло не высветится «готово».
Шаг 11: Травление

Заранее извиняюсь за отсутствие фото этого и следующего шагов, но процесс совсем прост. Хлорное железо готовится по прилагаемой к нему мозгоинструкции , а затем в нем выдерживается лезвие, столько, сколько указано в той же инструкции. В моем случае это 3 части воды на 1 часть хлорного железа, и выдерживание в течение 3-5 минут. Процесс действительно захватывающий, а его результат выглядит словно это нож Бэтмена.
Шаг 12: Рукоятка и заточка


Опять же, существует много методик и инструкций о том, как сделать рукоять ножа и заточить его, поэтому обойдусь без мозгоподробностей . Скажу лишь, что для своей поделки выбрал плашки из вишни, которые к рукояти ножа приклеил с помощью эпоксидного клея и закрепил двумя латунными клепками. Отшлифовал ее 400-м зерном и покрыл льняным маслом.
Для заточки я не использую какой-то особый, требующий больших усилий способ, а в основном пользуюсь обычным точильным камнем.
Шаг 13: Самое время похлопать себя по спине, нож готов…




Это мой готовый нож длиной около 15см. Людям может показаться это довольно забавным, но я понятия не имею, как получился этот причудливый узор.
Благодарю за мозговнимание , надеюсь это кому-нибудь это пригодится!
Обучающее видео:
Изготовлением клинков из дамасской стали или булата занимаются обычно профессионалы, но и вы можете попробовать силы в этом увлекательном процессе.Вам потребуются 10 двусторонних ножовочных полотен по металлу. Они шире односторонних и удобнее в качестве сырья.
Такие полотна изготовляются из стали У8. Постарайтесь при покупке выяснить, как сделаны полотна - целиком из инструментальной стали, или использовано твердое напыление на мягкую основу. Для наших целей годятся только первые. Кроме того, запаситесь достаточным количеством мягкой железной ленты для обивки деревянных ящиков. Также будут необходимы полосы любой стали, кроме нержавеющей. Желательна все же У8. Можно использовать старые напильники толщиной около 2 мм, длиной, равной половине длины ножовочного полотна и шириной, равной ширине железной ленты. Эти полосы вы будете ставить в пакет как внешние слои, чем предотвратите полное превращение в окалину более тонких внутренних.
В качестве внешних слоев можно использовать и более мягкую сталь, например, СтЗ, но это понизит среднее содержание углерода в вашем Дамаске. Электроточилом или шлифма-шиной удалите зубья с ножовочных полотен. После этой операции они станут равны по ширине железной ленте. Каждое полотно необходимо разрезать на две равные части по длине. У вас получится 20 отрезков ножовочных полотен. Нарежьте ножницами по металлу 20 отрезков железной ленты. Наконец, желательно, используя аптечные весы, взвесить кусок железной ленты, кусок ножовочного полотна и пластину толстой стали. Знание веса потребуется вам при расчете состава полученной стали.

Теперь сделаем операцию, которая называется наборка пакета. Операция эта тщательная и долгая, поэтому выполнять ее лучше сидя. Положите на стол отрезок стали, толщиной 2 мм. Ее поверхность необязательно очищать от ржавчины, но, если это напильник, необходимо сточить его рабочую поверхность. Увлажните ее обычной водой и нанесите довольно толстый слой буры (порядка 2-3 мм). На слой буры кладется железная полоса, увлажняется, накладывается слой буры. На него - отрезок ножовочного полотна, увлажняется, накладывается слой буры. Таким образом, слои железа, буры и стали чередуются, пока не будет использовано 5 отрезков ножовочного полотна. На верхний отрезок железной полосы положите отрезок толстой стали, такой же, как и в самое начало пакета.
Теперь пакет очень аккуратно стяните струбцинами по краям и, стараясь, чтобы бура не высыпалась, проварить электросваркой его начало и конец. Затем, для снижения возможности расслаивания, проварите в нескольких местах по длине. При этом поперек боковой поверхности пакета можно наложить отрезки стальной проволоки или гвозди и проварить их. Это послужит дополнительной гарантией от расслаивания. В процессе сварки необходимо подсыпать порошок буры в те места, откуда она просыпалась или вытекла при нагреве электросваркой. Заключительный этап создания пакета -приваривание ручки к одному из его концов. Это будет отрезок арматуры длиной около 20 см при использовании клещей, или 1 м. при работе без клещей. Старайтесь, чтобы место сварки ручки было максимально прочным.

Если ручка отвалится при нагреве пакета в горне, достать его оттуда будет весьма проблематично. Когда вам это удастся, скорее всего, пакет уже будет непригоден из-за пережога. Желательно даже сточить до небольшой толщины один из концов прута, используемого в качестве ручки, и вклинить его между слоями пакета, после чего обварить. В качестве одного из слоев можно использовать прут, раскованный на пластину с одного конца. Его длинный остаток образует ручку. Этот вариант самый надежный. Как бы то ни было, вы должны получить 4 пакета одинаковой конструкции. В качестве альтернативы электросварке можно использовать следующую технологию. Пакет сначала собирается без буры, после этого электродрелью сверлятся сквозные отверстия в начале и в конце пакета. Далее, по вышеописанной технологии, пакет собирается с бурой и стягивается болтами через просверленные отверстия.
Такая техника в некоторых случаях более эффективна, поскольку обеспечивает надежное стягивание пакета. А с использованием электросварки, в раскаленном горне пакет может развалиться. Некоторые авторы литературы по дамасской стали, советуют собирать пакет вообще без буры, которая играет роль флюса при сварке, а бурой посыпать уже прогретый в горне пакет. Я не рекомендовал бы так поступать начинающим. В середине пакета могут остаться места, до которых расплавленная бура не дотечет. В них образуются непровары. Набираясь опыта, вы достигнете той степени мастерства, когда сможете нафлюсовать и сварить пакет, собранный без буры, но на первых порах лучше подстраховаться. Кроме того, использование технологии с предварительной закладкой буры позволяет закладывать в пакет сталь с неочищенной поверхностью - со слоем ржавчины, окалины и т. д.

А в последнем способе все слои стали необходимо тщательно очистить. Итак, вы собрали четыре пакета. Осмотрите их внимательно - все щели между слоями должны быть плотно забиты бурой. Убедитесь, что длинные ручки приварены к пакетам максимально надежно. Разожгите горн. Когда пламя будет устойчивым и горн разгорится на полную мощность, аккуратно положите в массу горящих углей первый пакет. Очень важно, чтобы пакет нагревался равномерно. За ним нужно постоянно наблюдать, вращать вокруг продольной оси и перемещать, если нагрев будет неравномерным. Помните, что заготовка, находящаяся в горне, по цвету кажется горячее, чем есть на самом деле.
Очень важно научиться ловить тот единственный момент, когда нужно вытаскивать и ковать заготовку. Обычно начало этого момента характеризуется появлением мелких искорок, наподобие бенгальского огня, которые исходят от поверхности заготовки.
Будьте настороже - эти искорки свидетельствуют о приближении максимальной сварочной температуры и, начале горения металла. Дождитесь, пока искры полетят от всей площади заготовки, а не только от какого-то одного участка.

В этот момент быстро достаньте заготовку (ее цвет должен быть от лимонно-желтого до белого, с обилием искр). Поместите ее на наковальню, и частыми ударами небольшой кувалды прокуйте от конца к началу и обратно. Переверните и прокуйте еще раз от конца к началу и обратно. Если все прошло удачно, сварка уже произошла. Для гарантии куйте заготовку равномерными плоскими ударами, пока она не достигнет красного цвета. Кузнечная сварка возможна на и при более низких температурах, например, при светло-оранжевом свечении металла, но риск холодного непровара при этом увеличивается.
Если форма заготовки после этой серии ковки получилась не идеально прямоугольной, нагрейте ее еще раз, просто до оранжевого цвета. Подправьте форму заготовки, чтобы она была как можно ближе к прямоугольной, а обе поверхности - максимально плоскими и ровными. Толщина заготовки после этой, первой сварки, должна быть около 4-5 мм. Таким способом прокуйте и сварите все четыре пакета. После этого, четыре полученных пластины можно снова собирать в пакет и проваривать, но я рекомендую остановиться, передохнуть и заодно исследовать качество произведенной сварки. Когда поковки остынут, сточите шлифмашиной или электроточилом небольшой слой металла с боковой плоскости пакета.

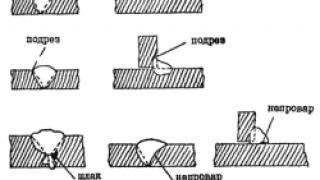
Если вы увидите только блестящую поверхность монолитной стали, - сварка прошла удачно.
Когда видны темные линии - границы между слоями, значит, был допущен непровар. При одном-двух небольших непроварах процесс можно продолжить. Скорее всего, расслоения не произойдет, и непровар будет ликвидирован при дальнейших сварках. Если же непровар большой, то пакет следует разогреть, непроваренное место покрыть слоем буры, продолжить нагревание до сварочной температуры, и проковать непроваренное место по всей ширине пластины еще раз.
Итак, у вас в руках четыре пластины по 13 чередующихся слоев. Собрав их в пакет и проварив, получаем пластину в 52 слоя. В горячем состоянии разрубите ее зубилом вдоль на 2 или, если позволяет ширина, 3 части. Пока процесс рубки зубилом вас пугает, можно разрезать пластину тонким отрезным кругом, правда, при этом некоторое количество металла попадет в опилки. Собирая в пакет и сваривая по-лученнь^е пластины, теоретически можно получить любое количество слоев. Но следует учитывать, что изначально в пакет были заложены довольно тонкие слои металла, поэтому при количестве слоев более 200 узор будет очень тонким и трудно различимым.
Поэтому я рекомендую остановиться на 150-200 слоях. При окончательной сварке постарайтесь, чтобы пакет принял меньшую длину и ширину, но большую толщину, чем те, которые вы наметили для будущего изделия. Это необходимо для процесса окончательной формовки металла. Итак, вы получили исходный кусок дамасской стали. В нем около 0.6% углерода - японцы считают такую сталь оптимальной. Это так называемый "дикий" Дамаск. При протравке изделия из него вы получите узор из почти параллельных линий разной толщины. Такой дамаск еще называют "полосатым". Можно удовлетвориться им, или попытаться как-нибудь усложнить узор.

Вариант первый: "ПАВЛИНИЙ ГЛАЗ".
Это узор, на котором встречаются концентрические окружности, овалы или квадраты. Узор достигается следующим способом. Перед формовкой изделия из полученной пластины, на ее боковых поверхностях сверлом или точильным кругом, в нужных местах, прорезаются неглубокие (1-2 мм) углубления круглой или эллипсовидной формы. После этого разогретая пластина подвергается ковке, при которой ее поверхность снова становится плоской При этом нижние слои выходят на поверхность и образуют концентрические фигуры. Применение этого способа дает довольно широкие возможности при формировании узора.
Принципиально другой способ - "ТУРЕЦКИЙ" или "КРУЧЕНЫЙ" Дамаск.
Для его получения вы должны постараться, чтобы исходный материал -пакет с необходимым количеством слоев, принял форму прутка круглого или квадратного сечения. Для этого можно широкую толстую пластину разрубить или разрезать вдоль на полосы, ширина которых примерно равна толщине. Прутки разогреваются до светло-оранжевого цвета, после чего один конец зажимается в тиски, а другой, захватывается клещами с плоскими губками.
Он закручивается вдоль продольной оси в несколько оборотов, но так, чтобы пруток не лопнул. Полученная заготовка спиральной формы проковывается в пластину, при температуре, близкой к сварочной, с флюсдм, чтобы ликвидировать возможные расслоения. Изделие, сформированное из такой пластины, имеет сложный узор в форме концентрических четырехлу-чевых повторяющихся звезд. При работе с Дамаском существует огромное количество вариантов узоров. Пределов художественной фантазии тут нет. Поэтому не бойтесь экспериментировать и ищите новые формы узора и способы их получения. Эту тему мы еще затронем в разделе, посвященном мозаичному Дамаску.

Сварной булат:
Этот тип сварной стали характеризуется высоким содержанием углерода, что приближает такой Дамаск по прочностным и режущим свойствам к литому булату. Такое содержание углерода достигается применениемв кузнечной сварке чугунного порошка. Чугун содержит до 6% углерода. Удобно использовать чугун от батарей парового отопления, но качество его не высокое. В любом случае, вы должны знать состав используемого чугуна, по крайней мере, данные о содержании в нем углерода.
Чугун обладает высокой хрупкостью, поэтому его довольно легко расколоть кувалдой на небольшие куски. Затем раздробите их на наковальне в порошок, частицы которого должны быть примерно с рисовое зерно. Дробить чугун нужно осторожно, чтобы частицы не разлетались в разные стороны. Для нужного количества сварного булата понадобится, несколько стаканов дробленого чугуна, так что запаситесь терпением. Кроме чугуна в состав такой стали входит СтЗ в виде водопроводных труб и сталь У8-У9 от напильников.
Напильниковую сталь необходимо измельчить на куски величиной примерно с ноготь пальца. Она легко колется молотком. По приведенной выше формуле, рассчитайте весовые части всех компонентов. Готовая сталь со всеми поправками на выгорание углерода должна содержать не более 1-1.2% углерода. Однородная сталь с таким составом очень хрупка, но за счет неоднородности композита создается возможность ее закалки на большую твердость. Возьмите водопроводную трубу 1/2 или 3/4 дюйма - это, как я уже говорил, сталь СтЗ.

Вам понадобится несколько отрезков трубы длиной около 20 см. С помощью ерша из железной проволоки тщательно вычистите внутреннюю поверхность трубы от ржавчины. Заварите наглухо один конец каждого отрезка трубы. Перемешайте дробленый чугун и осколки стали У8 в той пропорции, по которой вы рассчитывали (при расчете не забудьте учесть вес трубы).Обычно У8 по весу требуется больше, чем чугуна. Теперь набейте полученной смесью отрезки трубы. Как можно тщательнее уплотняйте чугунно-стальную смесь с помощью подходящего по диаметру штыря. Набитая смесь трамбуется в трубе сильным постукиванием молотком по штырю, введенному в трубу наподобие поршня.
Когда труба набита, заварите другой ее конец и приварите к нему рукоять. Можно использовать тот штырь, которым вы утрамбовывали смесь, оставив часть его в трубе и прочно приварив. Набив все отрезки труб, возьмите электродрель и просверлите в каждой трубе по 10-20 отверстий небольшого диаметра, равномерно расположив их по поверхности. Эти отверстия нужны для выхода оставшегося внутри воздуха и излишков расплавленного чугуна. Разожгите горн и разогрейте отрезок трубы до максимальной температуры. В этом случае небольшой пережог поверхности трубы не страшен, поскольку стенки труб довольно толстые.
Следите, чтобы нагрев был равномерным. Когда отрезок трубы станет белым, прокуйте его тяжелой кувалдой (желательна помощь молотобойца) несколько раз от конца к началу и обратно. Полученную пластину доведите до толщины 3-4 мм. По той же схеме откуйте и остальные отрезки труб. В полученной стали все еще очень много внутренних непрова-ров, пустот и состав ее весьма неоднороден. Поэтому вам придется еще многократно сваривать полученные пластины. Сначала сварите их вместе воедино. Полученную пластину необходимо делить надвое попеременно вдоль и поперек и повторять сварку не менее 10 раз, чтобы сталь стала ровной по составу. На этом этапе я советую понемногу начать овладевать одной техникой.

Она позволит избежать процедуры разрезания пластины на части и сборки в пакет с использованием электросварки. Пластина надрубается зубилом по нужной линии на 1/2 толщины. Затем на ребре наковальни по линии надруба пластина сгибается на 90 градусов. На плоскости наковальни сгиб доводится до острого угла. После подогрева, согнутая пластина тщательно флюсуется бурой, особенно те поверхности, которые будут свариваться. После нанесения флюса поковка греется до сварочной температуры и проковывается. Фактически, пластина просто складывается пополам. Необходимо помнить, что она складывается попеременно - то вдоль, то поперек. Предположим, было пять отрезков труб, которые вы отковали в пластины. Сварив их вместе, получили 5-спойный пакет.
После первого складывания пополам в нем будет 10 слоев, после 2-го - 20, после 3-го - 40, после 4-го - 80, после 5-го - уже 160! Таким образом, после рекомендуемых мною 10 сварок у вас будет несколько тысяч слоев. Из такого пакета уже можно формировать готовое изделие. Применять какие-либо ухищрения для усложнения узора на сварном булате я не рекомендую -он и так уже обладает собственным, неповторимым характерным хаотичным узором. Об особенностях закалки сварного булата и удивительной технологии, которая позволяет добиться образования микроскопических кристаллов алмаза в слоях такой стали, вы можете прочесть в статье В. Басова "Булат - линия жизни". Мозаика "Мозаичным Дамаском" называется сталь, в которой участки с разным типом узора сварены воедино. Возможности для фантазии здесь безграничны. Я предлагаю изготовить дамаск, с узором "дым Саттон Ху", по названию ископаемого скандинавского меча.
Сварите пакет, состоящий из 7 слоев трех сталей - СтЗ (дает белый металлический цвет при травлении), У8 (черный цвет) и любой рессорной стали (серый цвет). Чередование может быть любым. Готовая пластина должна получится достаточно широкой и толстой, чтобы из нее можно было нарубить 8 прутков квадратного сечения толщиной и шириной примерно 7-8 мм. Возможно, придется изготовить несколько пластин. Длина прутков должна быть около 30 см. После этого наметьте на каждом из прутков участки по 4 см. Нагревая и зажимая прутки в тиски, по полученным меткам закрутите половину прутков в одном направлении (скажем, по часовой стрелке), а половину в другом.

Скручивание будет происходить участками, так, чтобы закрученные участки чередовались с незакрученными. Старайтесь, чтобы скрученные и нескрученные участки на все прутках были в одних и тех же местах. После этого еще раз прокуйте каждый пруток, восстанавливая их квадратное сечение по всей длине. Теперь возьмите четыре прутка - по два, закрученных в каждом направлении. Сложите их боковыми поверхностями на верстаке, следя при этом, чтобы слои металла в каждом прутке смотрели на вас. Скрученные участки будут соприкасаться и чередоваться. Пруток, скрученный по часовой стрелке рядом с прутком, скрученным против часовой стрелки, и так далее.
У вас получится пакет, напоминающий сложенные пальцы руки. Наложите поперек пакета с каждой стороны несколько толстых гвоздей - их потом можно будет удалить - и проварите электросваркой, скрепляя пакет. Приварите также прут-рукоятку. Поскольку толщина пакета невелика, флюсовать можно непосредственно перед кузнечной сваркой. Разогрейте пакет до алого цвета, густо посыпьте бурой с двух плоских сторон, и нагревайте дальше. Сварка производится при максимально возможной, но исключающей пережог, температуре, очень легкими (чтобы не допустить расслоения пакета в виде веера) ударами молотка. Они наносятся по боковой поверхности пакета, а не по широкой плоскости. Овладеть этим искусством, которое называется торцовой сваркой, нелегко. Сначала, имеет смысл, потренироваться на брусках стали квадратного сечения, дабы не испортить сложную слоеную сталь.

В итоге у вас должны получиться две монолитные пластины. Каждая состоит из четырех, скрученных в противоположных направлениях участков брусков. Сама по себе такая сталь не очень прочна, поэтому ее следует наварить на основу. Основа может быть как дамасской, так и простой (в этом случае лучший вариант - пластина из отпущенной и прокованной рессоры). По размеру она должна совпадать с полученными мозаичными пластинами. Основа собирается в пакет с полученными пластинами и сваривается воедино. Получается готовый кусок стали, поверхности которого обладают красивейшим узором, похожим на дым от свечи.
Изделие из такого Дамаска следует ковать очень аккуратно, стараясь добиться максимально приближенной формы именно путем ковки. При обточке шлифмашиной или на круге узор может испортиться. Приступайте к шлифовальным работам только тогда, когда форма будущего изделия обозначена почти во всех деталях. Следите за равномерностью деформации металла при ковке, чтобы сердечник и внешние узорчатые пластины не сместились относительно друг друга. Изготовление мозаичного, да и любого другого Дамаска увлекательно. Ради удовольствия от неповторимой по красоте и свойствам стали, стоит искать свои пути, и не бояться еще и еще раз начинать сначала.
Дамасские мечи славились своими уникальными качествами многие сотни лет. Чтобы выковать такое оружие требовалось искусство настоящего мастера. Но одного лишь искусства было, конечно же, недостаточно. Требовалось создать саму сталь. Так что же она из себя представляет? Как многие знают, дамасской называется многослойная сталь. Причем если по содержанию углерода между слоями нет разницы, а так же нет легирующих добавок, такая сталь не относится к дамасской. Стали бывают совершенно различные: пружинистые стали и легированные, и с высоким содержанием углерода. В пакете чередуются три типа сталей либо сплавов: один – богатоуглеродистая сталь, другие могут быть марганцосодержащие, иногда используют шарикоподшипниковую сталь, а третьим материалом в пакете является чистый никель. Он придает блеск, не травится, когда готовые клинки травят кислотой, и образует в узоре блестящие слои.
Нарезанные полосы через один складывают и сваривают в пакет электросваркой, чтобы они не рассыпались. Пакет помещают в горн, разогревают до необходимой температуры, которая, кстати, обязательно должна быть соблюдена с исключительной точностью. Дело в том, что если температура окажется чуть-чуть ниже, чем требовалось, сталь не сварится (непровар). Если же излишне перегреть, металл станет гореть, а когда от сильного удара перегретая сталь рассыпается в пыль, ее уже не соберешь, можно выбрасывать. А при очень сильном перегревании сталь вообще вспыхивает ярким пламенем как бенгальский огнь. Дамаск отличается своей спецификой. Узор, который образуется «сам собой», в процессе проковки, складывания и проковки пакета, называют «диким дамаском». И его считают одним из наиболее прочных дамасков, в нем отсутствуют какие-либо механические дефекты.

Нержавеющий дамаск варится в вакуумной печи. Вакуумная печь относится к очень сложному, громоздкому и, потому, дорогому оборудованию. В вакуумной камере расположена печь, а если быть точным индукционный нагреватель, пневматический или паровой молот и манипулятор, позволяющий перемещать заготовку (руками ведь там не поработаешь). Уникальность клинков из нарезной дамасской стали заключена в том, что в процессе их изготовления можно целенаправленно формировать узор. Подобные клинки получаются с очень красивыми своеобразными узорами. Этого достигают тем, что прорезают углубления после проковки ножевого клинка, а затем расширяют их, чтобы не допустить защипов и снова проковывают, строго соблюдая определенный температурный режим. Узор в виде колечек образуется потому, что слои в углублениях лежащие снизу выпирают вверх. Также существует технология торсированного, или крученого дамаска, когда после проковки пакет скручивается вокруг продольной оси, и проковывается.
Зачастую несколько крученых заготовок свариваются в плоскость, и тогда образуется удивительный по красоте узор, который называют букетным. Цена таких ножей особенно высока и может исчисляться шестизначными, а то и семизначными цифрами. Западными кузнецами применяются даже лазеры. Представляете кузнеца с лазерным оборудованием?! Лазер в заготовке вырезает исключительно узкую канавку, в которую вставляется полоска металла, а затем заготовка проковывается и получается желаемый узор.
Так можно выковать что угодно – числа, инициалы, даже портрет! Безусловно, что для таких исключительных ножей подбирают и очень дорогие рукояти. В частности различных ценных пород древесины, кости. Кроме того, их богато инкрустируют.
Довольно необычным металлом можно назвать дамасскую сталь. Для ее изготовления кузнец должен обладать большим опытом. Сталь дамаск характеризуется тем, что по всей поверхности наблюдается неоднородность структуры. Получающиеся узоры выглядят достаточно привлекательно, и поэтому материал применяется при изготовлении различных декоративных изделий, к примеру, коллекционных ножей. Этот металл обладает большим количеством особенностей, о которых далее поговорим подробно.
Рафинированная сталь
Разновидностью дамаска можно назвать рафинированную сталь . Рассматривая то, как сделать дамасскую сталь, отметим, что в этом случае в качестве заготовки для кузнечной сварки берется однородный блок металла. Среди особенностей отметим нижеприведенные моменты:

Практически весь дамаск до XVIII был представлен рафинированной сталью. Распространенным заблуждением назовем то, что при изготовлении японских самурайских клинков использовался подобный металл .
Сварочный дамаск
Опытные кузнецы за счет комбинирования заготовок с различной концентрацией углерода смогли получить материал, который обладает исключительными эксплуатационными качествами.
Преимущества и недостатки
Среди особенностей сварочного дамаска можно отметить:

 Основным недостатком подобного металла можно назвать низкую коррозионную стойкость. Практически полное отсутствие легирующих элементов в составе и высокая концентрация углерода становится причиной образования на поверхности металла коррозии.
Основным недостатком подобного металла можно назвать низкую коррозионную стойкость. Практически полное отсутствие легирующих элементов в составе и высокая концентрация углерода становится причиной образования на поверхности металла коррозии.
Рассматриваемый металл можно узнать по необычному узору на поверхности. Этот оптический эффект получается по причине неравномерного распределения углерода в структуре. Для того чтобы повысить декоративные качества изделия, довольно часто поверхность подвергается дополнительной полировке и травлению. Сегодня многие используют дамаск из-за интересного оптического эффекта, но ранее в большей степени ценились особые эксплуатационные качества.
Литой булат
Персидско-индийская тигельная сталь с высоким показателем концентрации углерода получила наибольшую известность. Отличается литейный булат также необычным узором, который проявляется за счет образования матрицы карбида и феррита. Для этого проводится медленное охлаждение структуры.
К особенностям литейного булата можно отнести нижеприведенные моменты:

В заключение отметим, что рассматриваемый тип металла появился много столетий назад. Сегодня его используют в большинстве случаев при изготовлении ножей или клинков, а также некоторых украшений интерьера. Современные сплавы обходят дамаск практически по всем параметрам. Интерес к дамаску поддерживался на протяжении длительного периода по причине различных мифов о том, что оружие, изготовленное из подобного металла, делало воина практически непобедимым.
Среди охотников всегда ценились ножи из дамасской стали. Это уникальный материал с отличными техническими характеристиками, прочный, имеет прекрасную заточку. Но найти в продаже недорогие изделия проблематично, обычно ножи имеют высокую цену. Выход есть: подобный нож можно сделать самому в домашних условиях.
Дамасский нож: особенности изделия
Дамасская сталь отличается рядом свойств, которые присущи только данному металлу. Ножи из этого материала обладают самыми высокими режущими качествами, огромной прочностью, превосходя аналоги в несколько раз. Оригинальной является и поверхность изделия – она визуально неоднородная за счет узоров, которые образуются в ходе изготовления.
Существует два типа дамасской стали, которые идут на создание ножей:
- сварочная – получается путем многократной перековки стального пакета;
- рафинированная – в ходе плавки из нее выпариваются вредные примеси.
Заполучить нож из такого металла мечтает каждая хозяйка: для кухни он идеально подойдет в качестве разделочного. Есть в продаже также охотничьи, рыбацкие, туристические ножи, которые ценятся профессионалами. Дорогие авторские изделия ручной работы обычно покупают как подарочные, многие из них готовят на заказ, дополняя рукоятями из ценных пород древесины.
Купить дамасские ножи дешево не получится. Например, японские ножи марки Yaxell стоят 12000-22000 рублей. Складной ножик Samura можно приобрести за 3000-5000 рублей, раскладной нож от мастерской Сергея Марычева – за 2500-5000. Очень популярны якутские ножи или просто «якуты» (Россия). Они имеют характерную черту – асимметрию клинка. В сочетании с березовой ручкой такие изделия не тонут в воде благодаря особой конструкции. Если брать нож от производителя, можно найти его за 3000-10000 рублей.
По отзывам, хороши также кизлярские ножики с прямым лезвием. Преимущество их – в нанесенных бороздках, которые делают «кизляр» легче. Для охоты, рыбалки нередко покупают ножи с лезвием-крюком, которыми очень удобно потрошить туши животных, крупной рыбы. Сколько стоит такая вещь? Цена может достигать 6000-30000 рублей в зависимости от марки.
У изделий из дамасской стали есть плюсы, и минусы тоже имеются. За ними нужно правильно ухаживать: из-за присутствия углеродистой стали в составе на поверхности может появиться ржавчина. Избежать такой неприятности помогут простейшие предупредительные меры.
Изготовление ножа из дамасской стали
Сделать дамасский нож можно своими руками. Для этого нужно ознакомиться с тематическими фото, видео, как делают подобные заготовки, а также подобрать все необходимые приспособления и расходники.
Материалы и инструменты
Чтобы создать нож, нужно приготовить следующие материалы:
- пластины из углеродистой стали двух марок (чем выше содержание углерода, тем лучшими получаются клинки);
- буру (продается в хозяйственных отделах);
- прут для приваривания заготовки для ножа;
- быстросохнущий эпоксидный клей;
- латунные клепки;
- железо хлорное;
- масло растительное для закалки стали;
- древесину для рукоятки.
Также потребуется ряд инструментов для работы. Прежде всего, нужна наковальня. Лучше оборудовать настоящую наковальню, но подойдет и кусок рельса, большая металлическая кувалда. Еще нужны тяжелый молот (1-1,5 кг весом), кузнечный горн, способный поддерживать высокую температуру. Прочие требующиеся приспособления:
- сварка для приваривания пластин, закрепления арматуры (можно применять проволоку);
- шлифовальный станок ленточного типа (если его нет, подойдет напильник, но работа будет долгой);
- духовка, иной нагревательный прибор;
- дрель или сверлильный станок;
- тиски.
Сборка заготовки ножа
Вначале надо создать заготовки, нарезать стальные пластины необходимой длины. Новичкам рекомендуется делать небольшие заготовки, поскольку из крупных создать нож будет сложнее. Сварочные участки надо зачистить от окалины, коррозии, уложить пластины с чередованием металлов по маркам. Всего пластин может быть 3-7 и более. Затем производятся такие действия:
- выровнять пластины;
- прихватить их сваркой;
- в качестве ручки приварить к заготовкам кусок арматуры;
- вместо такой ручки можно применять обычные клещи.
Первая ковка стопки для ножа
Помимо настоящего горна, можно применять самодельный, выполненный из пустого газового баллона. Изнутри баллон следует выложить слоем каолиновой ваты, огнеупорным цементом. Разогреть любой горн можно при помощи газовой горелки. Если он небольшой, то нагрев происходит быстро. После действия будут следующими:
- положить заготовку ножа в горн;
- раскалить будущий нож до красно-вишневого цвета (при умеренном жаре);
- посыпать заготовку бурой, чтобы она расплавилась и «пропитала» пластинки (это требуется для удаления ржавчины, профилактики окисления, улучшения чистоты стали);
- очистить выступившую окалину, повторить нагрев еще раз через некоторое время;
- при необходимости продублировать все действия.
Далее заготовку нагревают уже до более высокой температуры – ковочной (около 1300 градусов), при этом металл становится ярко-желтым. Начинают сковку пластин между собой ударами средней мощи. После заготовку ножа вытягивают для загиба.
Загибание заготовки
Стопку пластин нужно проковать до длины, равной двум длинам будущего ножа. Растягивать ее надо равномерно, чтобы толщина оставалась примерно одинаковой по всей площади изделия. Зубилом в центре делается поперечное углубление, немного не доходящее до нижнего края (не на всю толщину). Затем заготовку ножа надо согнуть пополам по сделанной отметине, перевернуть, проковать по длине. Половинки при этом должны хорошо совпадать по краям.
После загибания опять разогреть будущий нож, проковать, посыпать бурой, дать охладиться. Потом еще раз растянуть и загнуть. Цель – получить большее количество слоев, чтобы создать оригинальный рисунок. Чтобы подсчитать достаточное для конкретного ножа число слоев, можно воспользоваться формулой:
первоначальное количество стальных листов * 2* количество загибаний (обычно 3-4).
По окончании работы заготовку ножа положить в паз наковальни, скрутить, потом еще раз проковывать до прямоугольной формы. До скручивания ее следует проколотить по углам, чтобы придать некую округлость и исключить появление примесей, включений от складок. Температура в горне должна быть стабильно высокой, иначе качество стали снизится, слои непрочно скрепятся друг с другом.
Модель и грубое формирование профиля
Внешний вид ножа нужно представлять заранее. Какой лучше профиль выбрать, можно найти в интернете. Согласно рисунку надо начинать выковывание из заготовки, вначале оно будет грубым. Важно постараться и сделать работу более тонкой, чтобы шлифование было менее сложным. Во время нагрева из металла можно «лепить», как из пластилина, поэтому надо придать изделию красивый облик.
Шлифовка профиля
Если в наличии нет шлифмашинки, специального станка, используют напильник и болгарку. Изделие должно быть гладким, ровным, блестящим. Затем следует просверлить дырку для рукояти, а также немного заточить нож (не до конца, иначе его перекосит при нагреве).
Готовый профиль
Дорабатывают заготовку напильником с зерном 400. Применение мелкого зерна поможет придать заготовке окончательно гладкий вид. Также на данном этапе нужно подготовить деревянные планки для рукоятки (2 штуки) и клепки для их крепления.
Последняя закалка
Данный пункт в изготовлении ножа считается самым опасным, сложным. Закалка либо сделает лезвие идеальным, либо искривит его. Нужно работать очень осторожно, чтобы не деформировать клинок. До начала всех действий проводят нормализацию изделия для устранения излишнего напряжения стали и уменьшения риска коробления. Для этого надо нагреть лезвие более, чем его критическая температура. Потребуется магнит для определения времени, когда металл перестанет намагничиваться – это и будет точка достижения нужной температуры.
После нагрева надо остудить заготовку на воздухе. Повторить процедуру придется 3-5 раз. При остывании уже можно будет оценить рисунок стали, который получится в итоге. Далее нужно приступить к самым ответственным действиям:
- еще раз разогреть заготовку выше критической температуры;
- достать клинок из горна, острием вперед быстро положить его в теплое растительное масло (оно должно быть заранее равномерно прогрето);
- воду применять нельзя, это испортит высокоуглеродистую сталь;
- аккуратно уложить изделие на ровную поверхность (оно будем хрупким, как стекло).
Отпуск металла
В процессе отпуска лезвию ножа придается твердость для повышения срока службы. Делается это путем разогревания клинка в духовке при температуре около +205 градусов в течение 1-1,5 часов.
Травление
На этом этапе потребуется хлорное железо. Его делают согласно инструкции производителя, потом помещают в раствор готовое лезвие. Обычно берется 3 части воды, 1 – хлорного железа, время выдержки составляет 3-5 минут.
Рукоятка и заточка
Для рукоятки можно взять любую древесину – от самой простой березы до дорогих сортов дерева. Хорошо подходит вишня, ольха. Заготовку обтачивают, крепят к рукояти эпоксидным клеем и латунными клепками. По окончании работы дерево шлифуют, пропитывают льняным маслом или специальными морилками.
Наточить нож лучше сразу. Как правильно точить изделие, стоит узнать заранее, чтобы не возникало проблем в будущем. Поскольку мягкие слои чередуются с твердыми, нужно избегать в процессе заточки загибания одного пласта на другой. Вначале осматривают лезвие на предмет наличия сколов, зазубрин: их надо будет спилить. Далее можно применять абразивные материалы для равномерного снятия слоев. Вначале используют более грубое зерно, потом – мелкое.
Советы по заточке изделия:
- нож нельзя точить поперечным методом, он может быть поврежден;
- заточку делают по диагонали, начиная движения от руки;
- обработку производят с минимальным давлением;
- по окончании работы основание протирают салфеткой (также можно применить цедру лимона для продления срока службы ножа).
Уход за ножами
Чтобы нож служил долго, уход за ним должен быть правильным. Обязательно надо очищать изделие после каждого использования. После мытья его всегда следует вытирать насухо! Клинок необходимо смазывать касторовым маслом после очищения, но слишком обильно наносить его не нужно. Касторка быстро сохнет, потому ее надо оставлять на лезвии при активном доступе воздуха до полного высыхания.
Хранение ножа лучше осуществлять вне ножен, исключив попадание воды. Чтобы рисунок длительное время оставался красивым, нельзя допускать попадания на клинок кислот, щелочей.
Несмотря на крепость стали, нож можно повредить, испортить заточку. Во избежание таких последствий надо соблюдать следующие запреты:
- не рубить кости животных (тушу аккуратно разделывать по суставам);
- не перерубать металлические и иные слишком твердые изделия;
- не вскрывать ножом консервные банки;
- не метать нож в деревья, иные цели;
- не заменять ножом отвертку, молоток, другие инструменты;
- стараться не выгибать клинок.
Как удалить ржавчину с поверхности дамасской стали
Случается, что на поверхности появляется коррозия. Убирать ее следует сразу же после выявления. Делают это при помощи наждачки с мелким зерном, параллельно смачивая изделие керосином. Допускается применение касторки, полировальной пасты с абразивными добавками. После оттирания пятен нужно уделить уходу за изделием более пристальное внимание, чтобы ржавчины на нем больше не возникало.
В настоящее время искусство ковки металла переживает период возрождения. Мастерство таких кузнецов-оружейников как Леонид Архангельский, Сергей Данилин, Андрей Корешков свидетельствует о том, что русское оружейное искусство и традиции изготовления клинков остаются непревзойденными и по сей день.
В статьях, публикуемых мастерами-кузнецами, широко освещается вопрос об истории их искусства, теоретической базе изготовления, скажем, литого булата, но, уверен, что многие читают эти статьи с целью получить ответ на вопросы: «Как это делается?», «С чего начать?» и на подобные им, но, в лучшем случае, натыкаются на констатацию факта сложности подобного искусства и доступности его лишь посвященным. В данной статье я попробую осветить искусство кузнеца-оружейника с нуля, для тех, кто хочет начать заниматься этим увлекательнейшим занятием, но не знает, с какого края подобраться к нему. Статья будет посвящена большей частью сложнотехнологичным композитам. Дело в том, что я начинал знакомиться с искусством ковки с самостоятельных попыток получить дамасскую сталь, поэтому в первую очередь рассчитываю на читателей, которые, как говориться, «бредят Дамаском» Базовых приемов ковки я буду касаться весьма умеренно, – во-первых, этому и так посвящено достаточно литературы; во-вторых, чтобы научиться просто ковать, можно найти частную кузницу и поработать подмастерьем несколько месяцев, а вот попасть в ученики к именитому клиночнику, изготовляющему узорчатые композиты – сложно. Надеюсь, что эта статья немного компенсирует такую несправедливость. Я также не буду касаться в этой статье проблемы закалки – грамотная закалка стали, особенно дамасской – материал безграничный а, базовые сведения по закалке сталей с различным содержанием углерода можно почерпнуть из учебников по металловедению. Хочу сразу оговориться, что данные материалы ни в коей мере не являются руководством по изготовлению холодного оружия, что, напомню, согласно ст. 223 УК РФ является уголовно наказуемым деянием. Пластина из собственноручно выкованного Дамаска, отполированная и протравленная, принесет вам на первых порах не меньшее удовлетворение, чем нож или меч. Я собираюсь рассказать о том, как изготавливать МАТЕРИАЛ, и не несу ответственности за дальнейшее использование этого материала. При отсутствии лицензии на изготовление оружия или при невозможности найти работу на предприятии, имеющим такую лицензию, всегда можно найти способ заниматься любимым делом, не нарушая нормы УК и Закона РФ «Об оружии».
Обустройсво кузни
Итак, приступим. Прежде всего, вам необходимо оборудование. Часть его необходимо будет приобрести, часть можно изготовить самому. Начинать следует с определения территории, на которой будет располагаться ваша кузнечная мастерская. Если у вас есть загородный земельный участок – чудесно, даже в самом примитивном варианте устройства кузницы - под открытым небом - ковка с апреля по ноябрь вам обеспечена. Кроме того, при ковке под открытым небом автоматически решается важная проблема удаления газообразных продуктов сгорания топлива, большая часть из которых токсична. Чтобы не зависеть от погоды, над местом будущей кузницы надо установить навес на столбах, крыша которого обязательно должна быть сделана из железного листа, так как температура даже в двух метрах над горном достаточна для быстрого возгорания. Если же возможности работать на лоне природы у вас нет, то кузницу можно оборудовать и в помещении. Главные проблемы, которые встают в этом случае – вытяжка и противопожарная безопасность. Кроме того, использование под кузницу, например, гаража требует гораздо больших капиталовложений и связано с большими трудностями организационного характера. Где бы вы не расположились, вблизи огня горна нельзя использовать легковоспламеняющиеся и огнеопасные строительные материалы и вещества, пол, потолок и стены помещения должны быть металлическими или бетонными, а над горном должна располагаться мощная вытяжка. Лично я предпочитаю все-таки работать на открытом воздухе под навесом и по моему опыту, это возможно даже зимой.
Необходимые кузнечные инструменты
Определившись с местом для мастерской, необходимо решить «основной вопрос кузнеца» – вопрос с инструментом. К сожалению, купить кузнечный инструмент сейчас очень сложно. К тем предметам, которые приобрести просто необходимо, относятся:
Мозаичный дамаск
«Мозаичным дамаском» называется сталь, в которой участки с разным типом узора сварены воедино. Возможности для фантазии здесь безграничны. Я предлагаю изготовить дамаск, с узором «дым Саттон Ху», по названию ископаемого скандинавского меча.
Сварите пакет, состоящий из 7 слоев трех сталей – Ст3 (дает белый металлический цвет при травлении), У8 (черный цвет) и любой рессорной стали (серый цвет). Чередование может быть любым. Готовая пластина должна получится достаточно широкой и толстой, чтобы из нее можно было нарубить 8 прутков квадратного сечения толщиной и шириной примерно 7-8 мм. Возможно, придется изготовить несколько пластин. Длина прутков должна быть около 30 см. После этого наметьте на каждом из прутков участки по 4 см. Нагревая и зажимая прутки в тиски, по полученным меткам закрутите половину прутков в одном направлении (скажем, по часовой стрелке), а половину в другом. Скручивание будет происходить участками, так, чтобы закрученные участки чередовались с незакрученными. Старайтесь, чтобы скрученные и нескрученные участки на все прутках были в одних и тех же местах. После этого еще раз прокуйте каждый пруток, восстанавливая их квадратное сечение по всей длине.
Теперь возьмите четыре прутка – по два, закрученных в каждом направлении. Сложите их боковыми поверхностями на верстаке, следя при этом, чтобы слои металла в каждом прутке смотрели на вас. Скрученные участки будут соприкасаться и чередоваться. Пруток, скрученный по часовой стрелке рядом с прутком, скрученным против часовой стрелки, и так далее. У вас получится пакет, напоминающий сложенные пальцы руки. Наложите поперек пакета с каждой стороны несколько толстых гвоздей – их потом можно будет удалить – и проварите электросваркой, скрепляя пакет. Приварите также прут-рукоятку. Поскольку толщина пакета невелика, флюсовать можно непосредственно перед кузнечной сваркой. Разогрейте пакет до алого цвета, густо посыпьте бурой с двух плоских сторон, и нагревайте дальше. Сварка производится при максимально возможной, но исключающей пережог, температуре, очень легкими (чтобы не допустить расслоения пакета в виде веера) ударами молотка. Они наносятся по боковой поверхности пакета, а не по широкой плоскости. Овладеть этим искусством, которое называется торцовой сваркой, нелегко. Сначала, имеет смысл, потренироваться на брусках стали квадратного сечения, дабы не испортить сложную слоеную сталь.
В итоге у вас должны получиться две монолитные пластины. Каждая состоит из четырех, скрученных в противоположных направлениях участков брусков. Сама по себе такая сталь не очень прочна, поэтому ее следует наварить на основу. Основа может быть как дамасской, так и простой (в этом случае лучший вариант – пластина из отпущенной и прокованной рессоры). По размеру она должна совпадать с полученными мозаичными пластинами. Основа собирается в пакет с полученными пластинами и сваривается воедино. Получается готовый кусок стали, поверхности которого обладают красивейшим узором, похожим на дым от свечи. Изделие из такого дамаска следует ковать очень аккуратно, стараясь добиться максимально приближенной формы именно путем ковки. При обточке шлифмашиной или на круге узор может испортиться. Приступайте к шлифовальным работам только тогда, когда форма будущего изделия обозначена почти во всех деталях. Следите за равномерностью деформации металла при ковке, чтобы сердечник и внешние узорчатые пластины не сместились относительно друг друга.
Изготовление мозаичного, да и любого другого дамаска увлекательно. Ради удовольствия от неповторимой по красоте и свойствам стали, стоит искать свои пути, и не бояться еще и еще раз начинать сначала. Удачи вам в ваших начинаниях, и да поможет вам Велунд – древний покровитель скандинавских кузнецов!